Superalloy Power Generation Parts Manufacturing Services
Power Generation Superalloy Parts Manufacturing Solutions
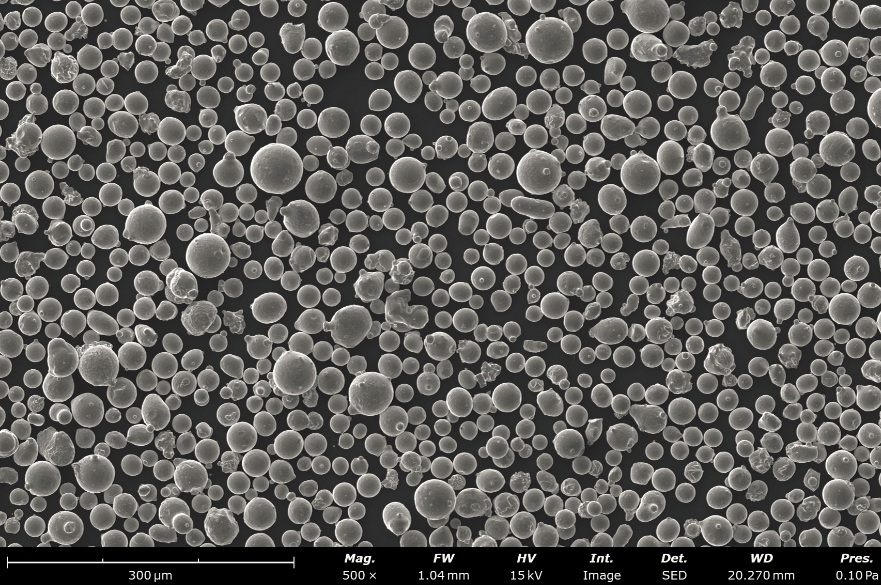
Power Generation Superalloy Material Solutions
Power Generation Parts Post Process and Surface Treatment Solutions
Methods | Pictures | How it works | Applications in Power Generation | Benefits | Links |
|---|---|---|---|---|---|
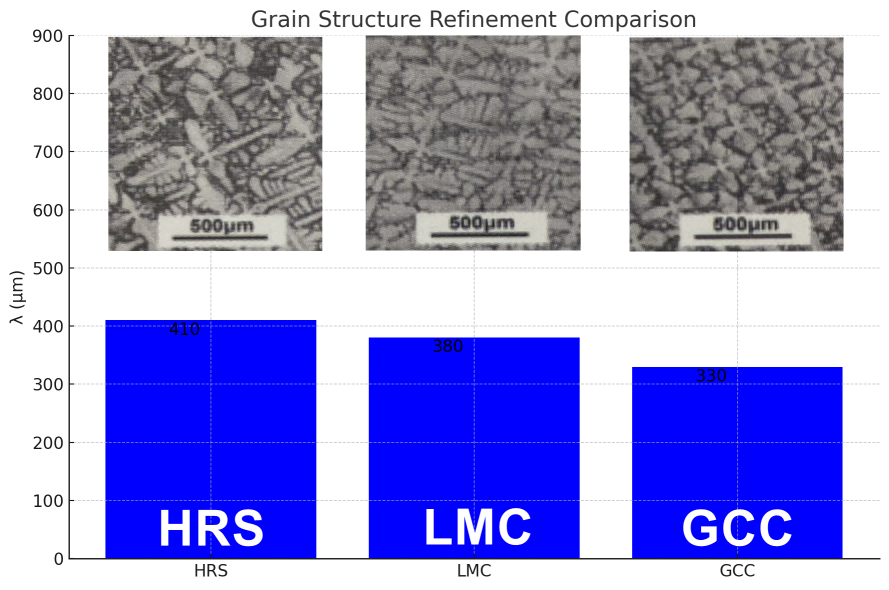
Hot Isostatic Pressing (HIP) | 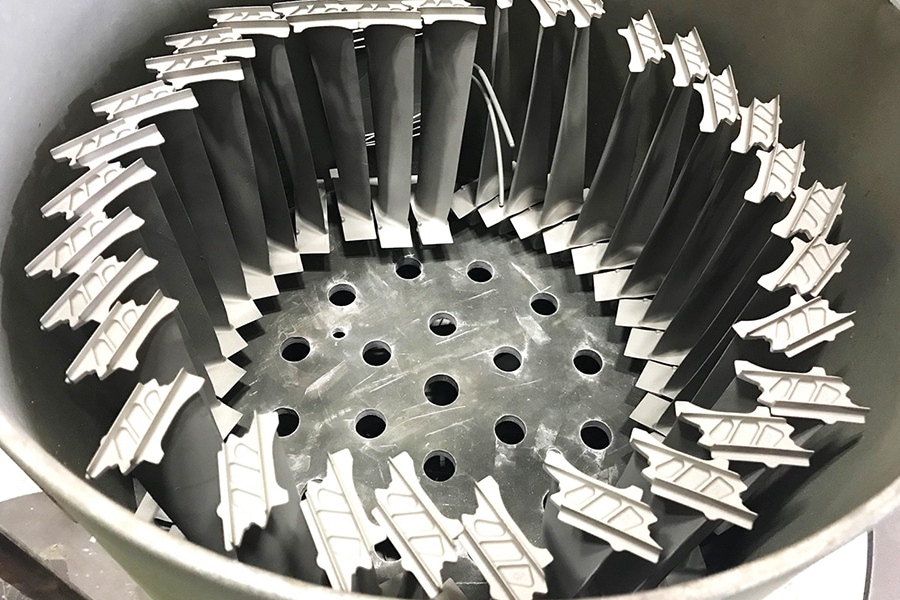 | Involves subjecting components to elevated temperature (up to 1200°C) and isostatic pressure (typically 100-200 MPa) in a high-pressure gas atmosphere to remove internal porosity and defects. | Turbine blades, turbine discs, nozzles, combustion chambers | Eliminates internal voids and porosity, improving mechanical strength, fatigue resistance, and durability. | |
Heat Treatment | 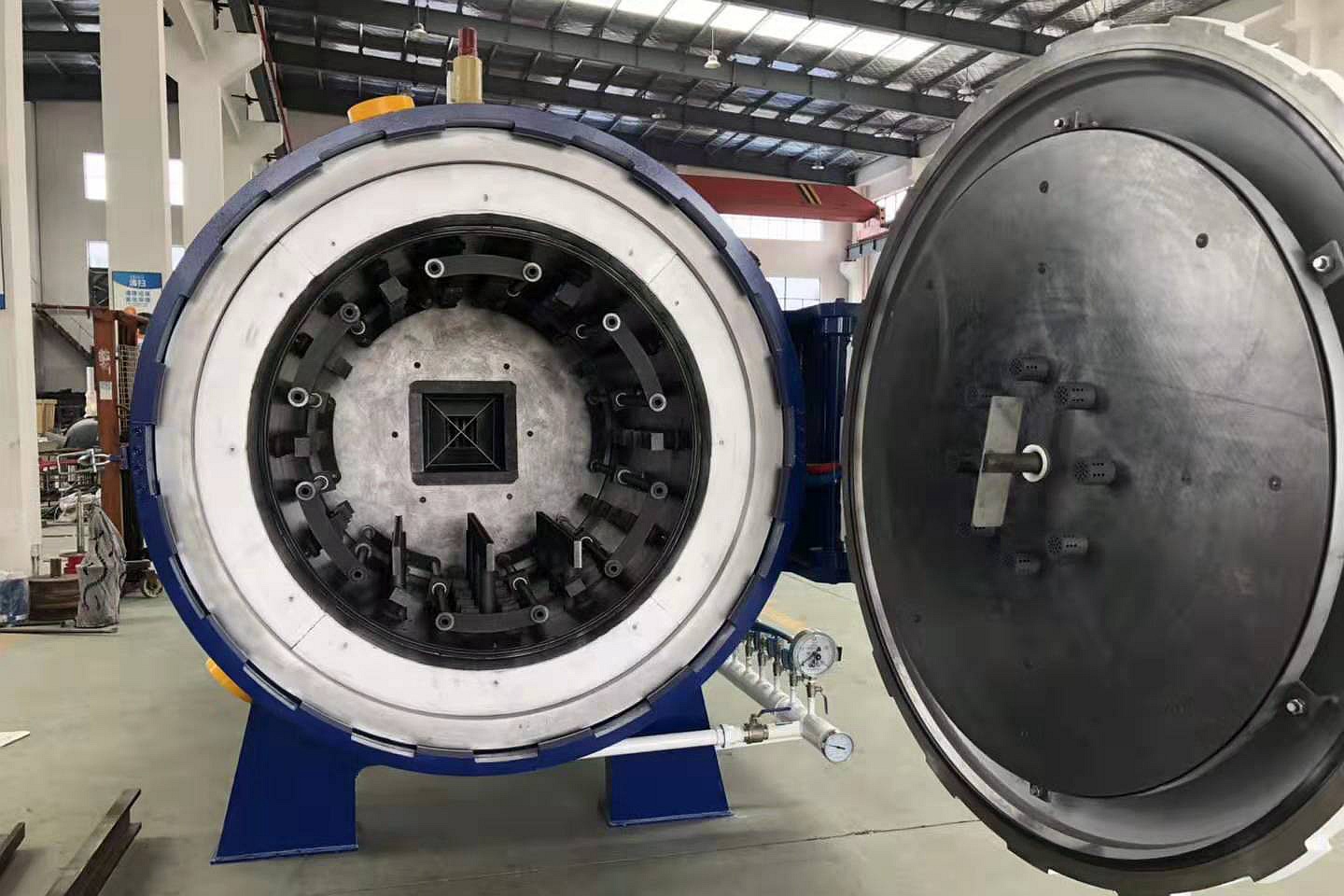 | Involves heating the component to specific temperatures followed by controlled cooling (quenching, air cooling, etc.) to alter its mechanical properties, such as hardness, toughness, and tensile strength. | Turbine blades, discs, impellers, guide vanes, combustion chambers | Enhances mechanical properties such as hardness, strength, and creep resistance, improving high-temperature performance. | |
Superalloy Welding |  | Uses techniques like electron beam, laser, or TIG (Tungsten Inert Gas) welding to join superalloy parts or repair damaged sections, ensuring precise control over temperature and fusion. | Combustion chambers, nozzle rings, turbine blades, casings | Allows for complex repairs and joining, maintaining structural integrity and resistance to high-temperature stress. | |
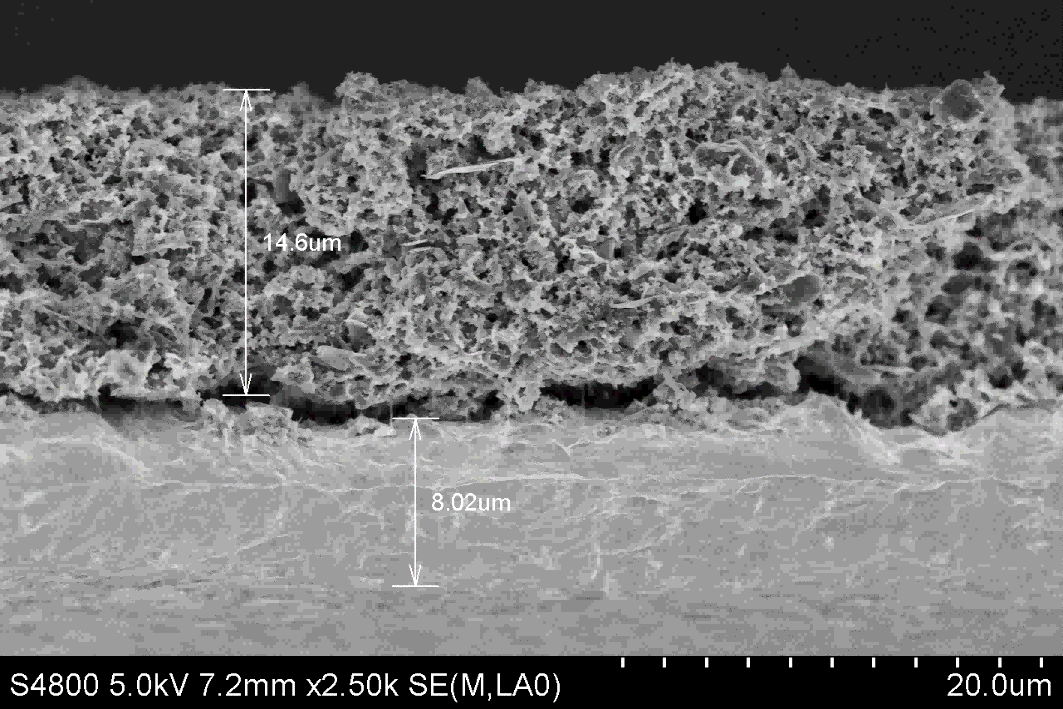
Thermal Barrier Coating (TBC) |  | Applies a thin ceramic-based coating (typically zirconia) onto superalloy components using plasma spraying or electron-beam physical vapor deposition (EB-PVD) techniques to provide thermal insulation. | Turbine blades, nozzles, combustion chambers, afterburners | Provides thermal insulation, reducing heat transfer to critical components, extending lifespan, and enhancing performance. | |
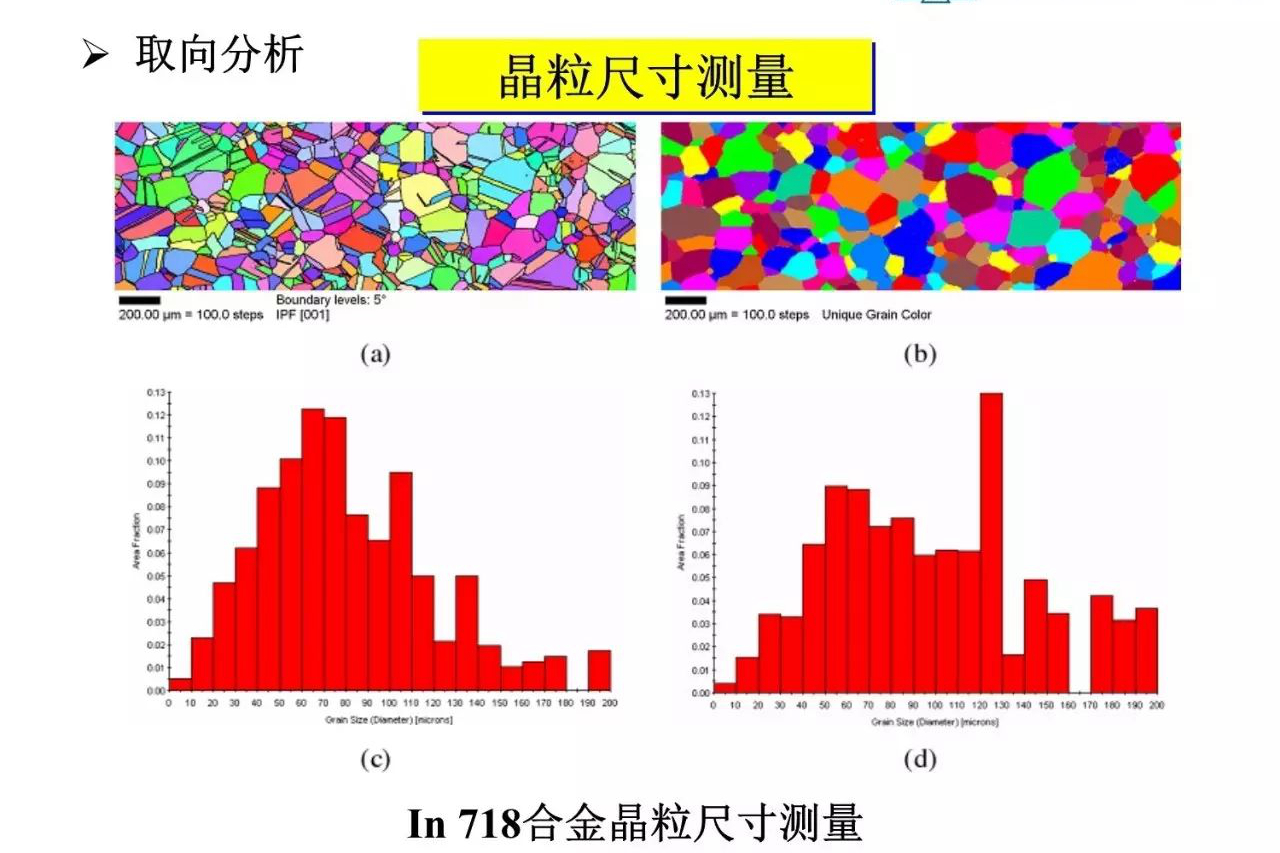
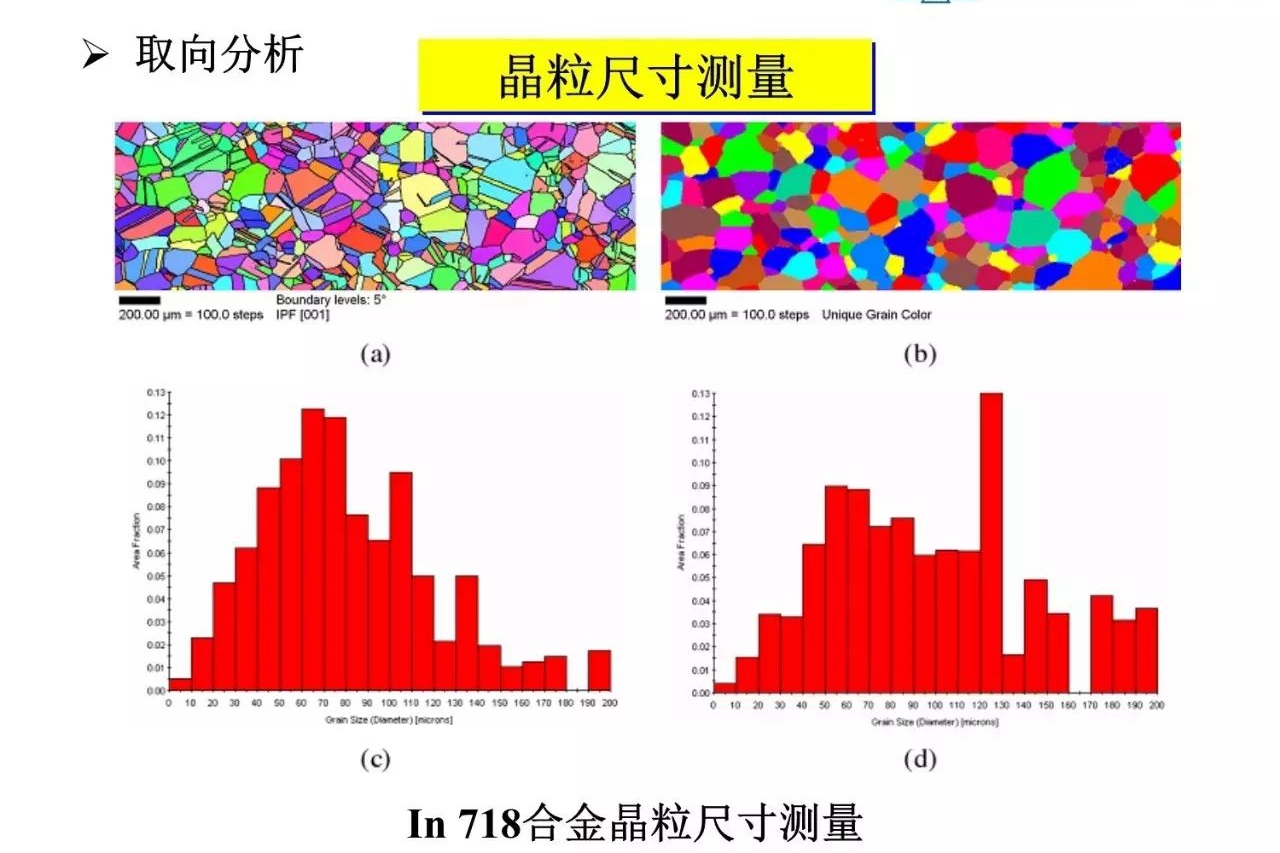
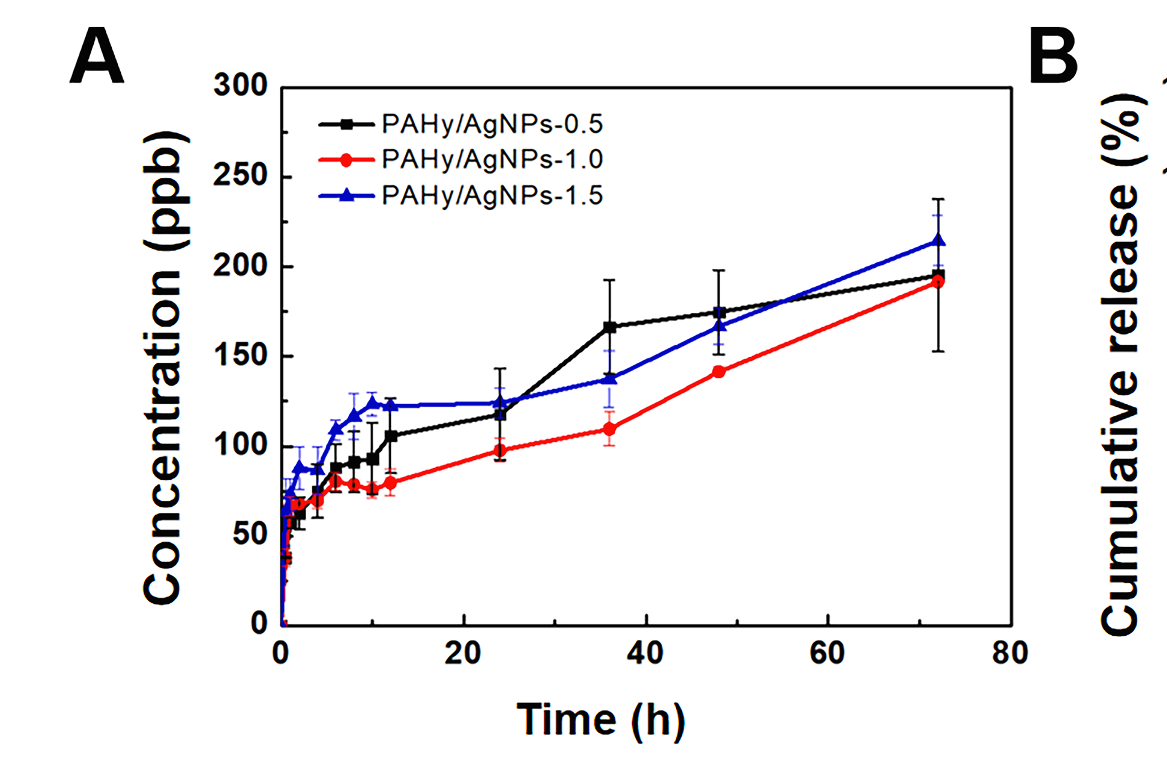
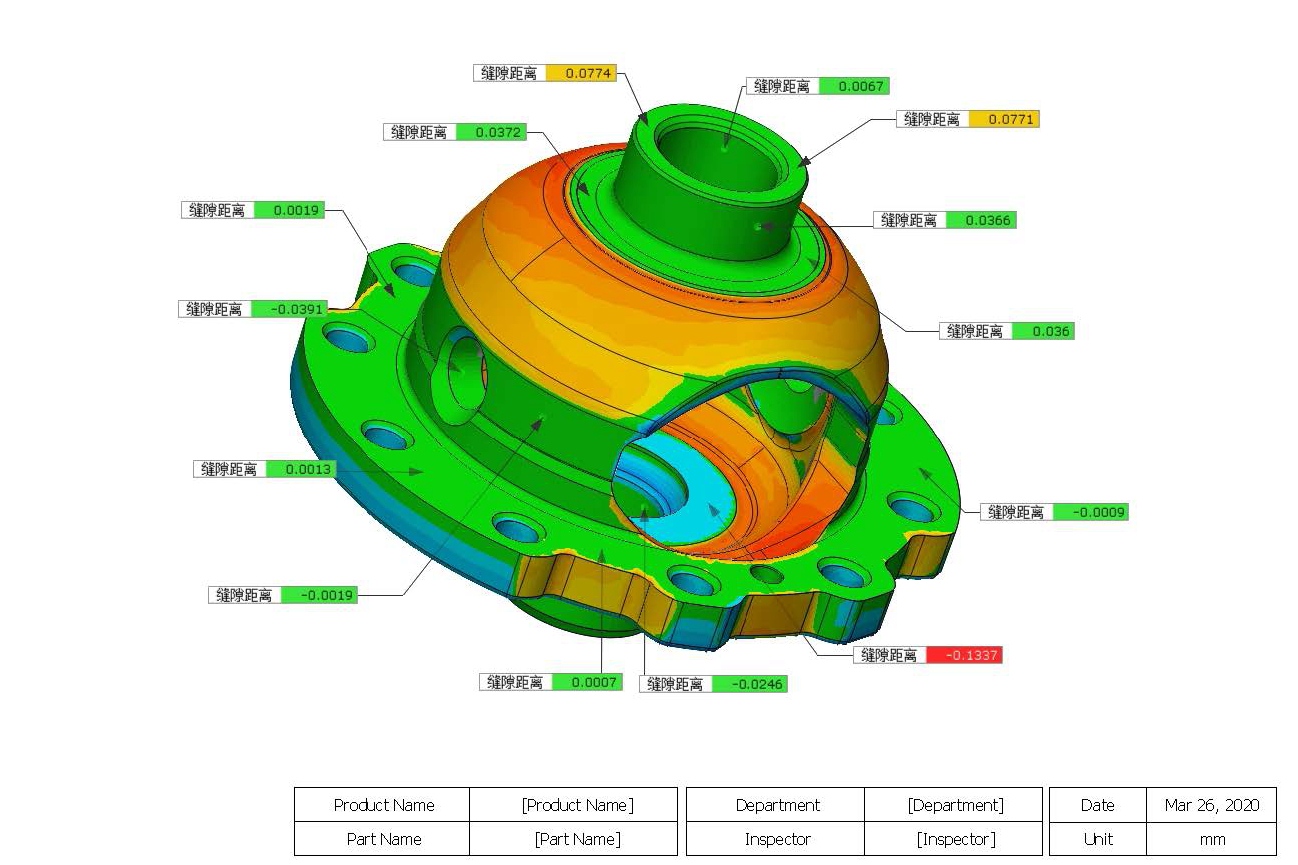
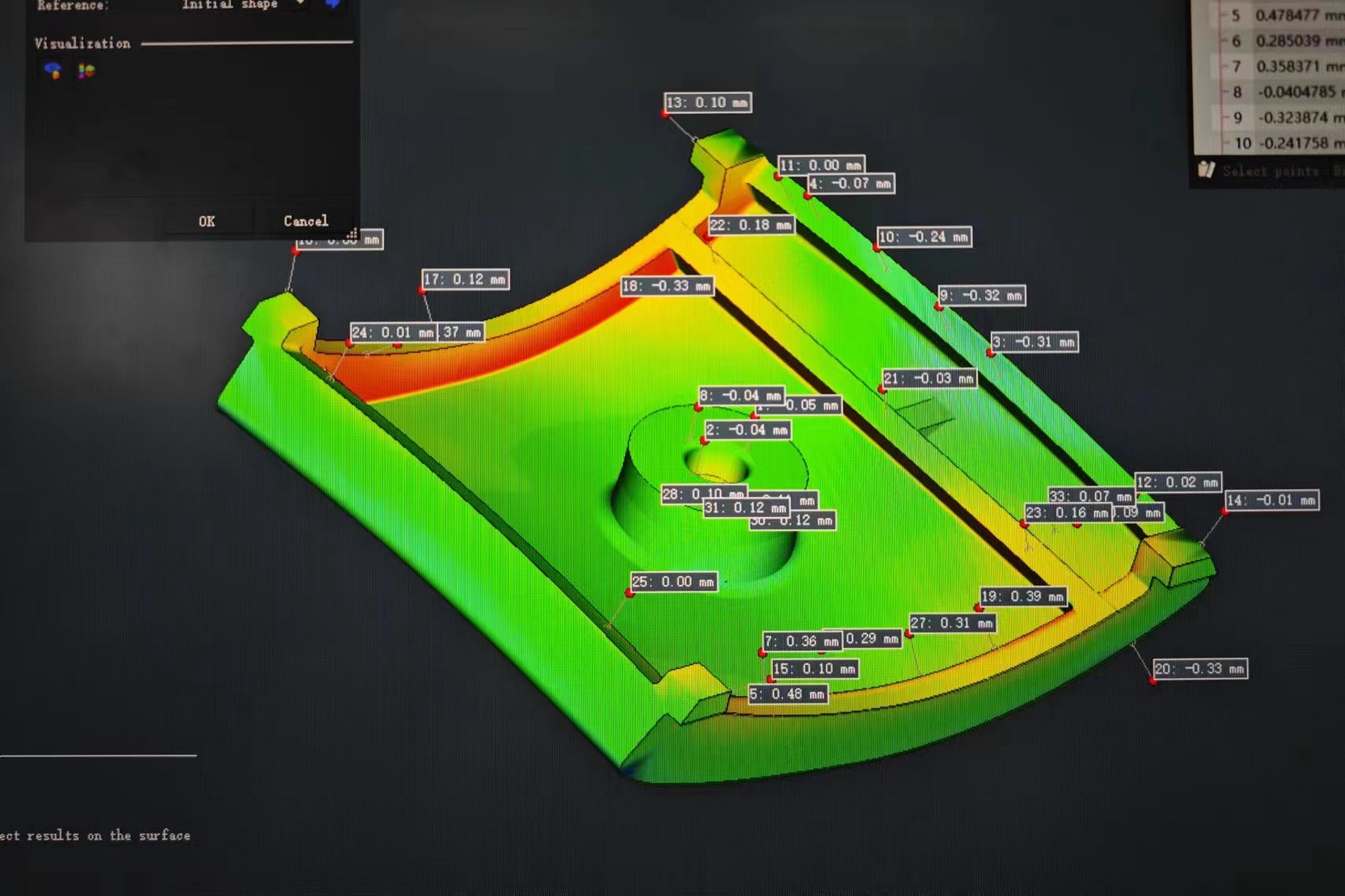
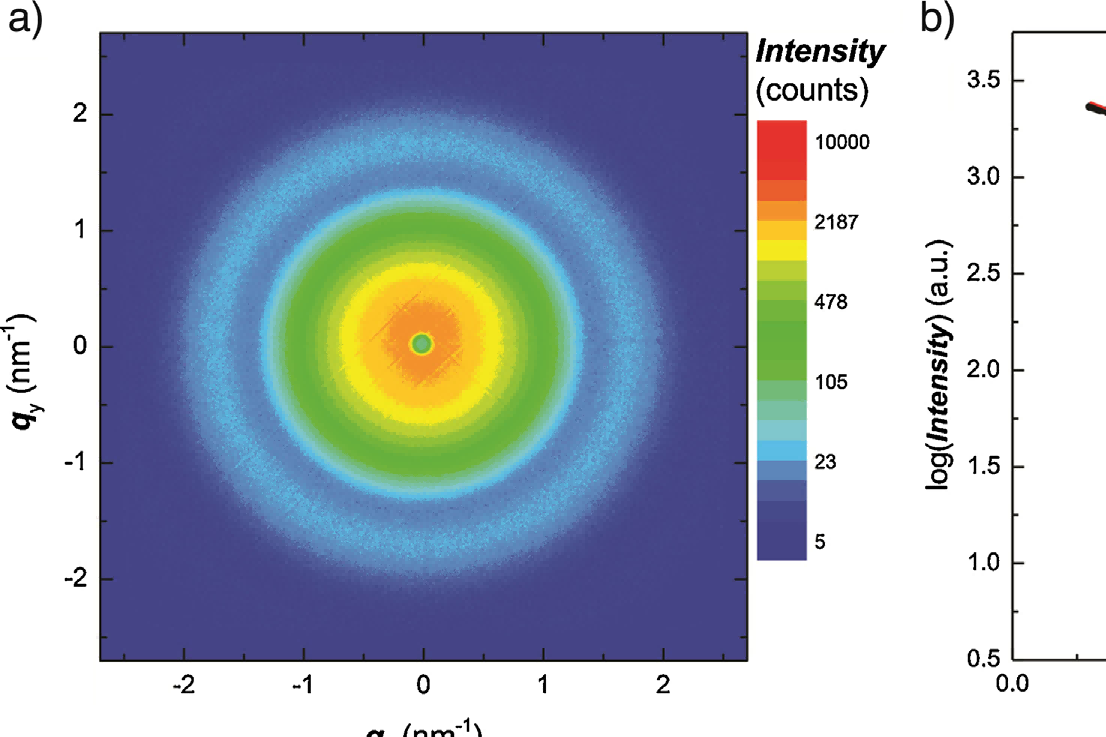
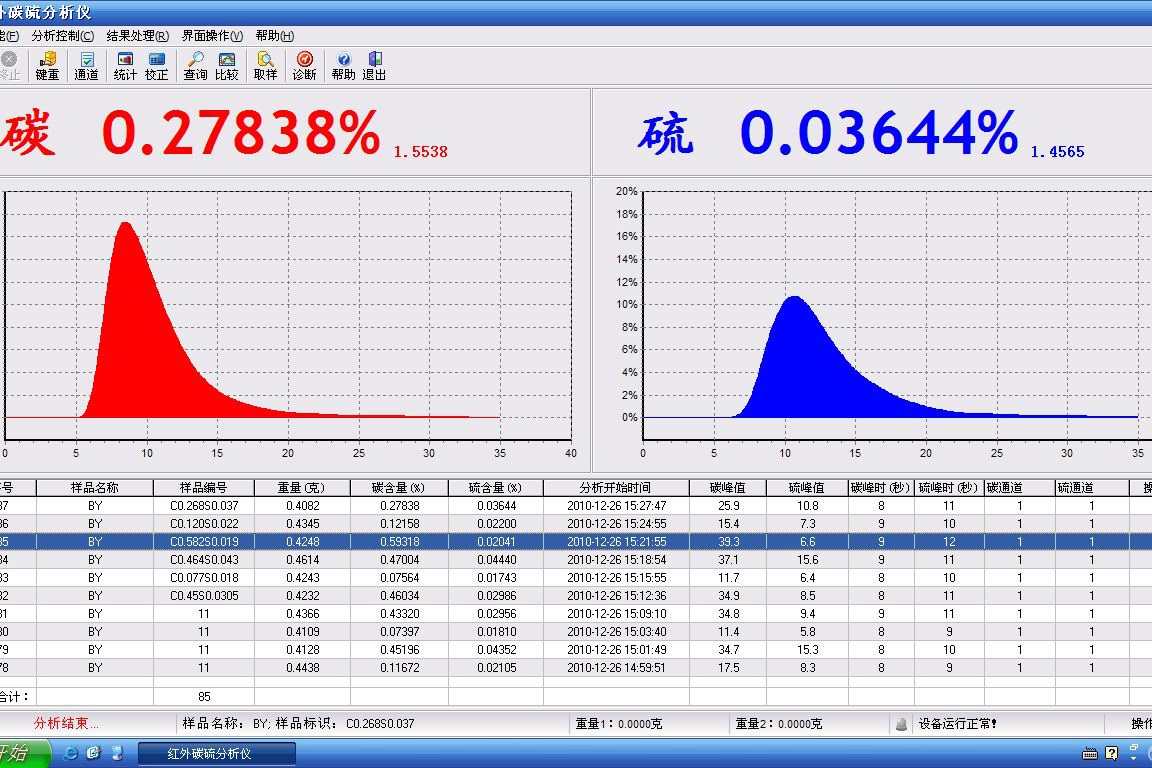
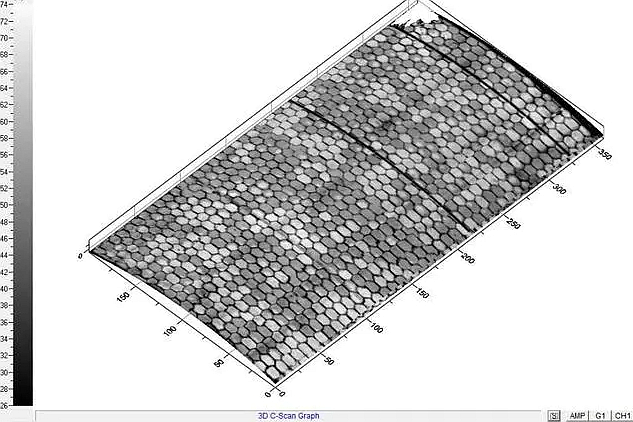
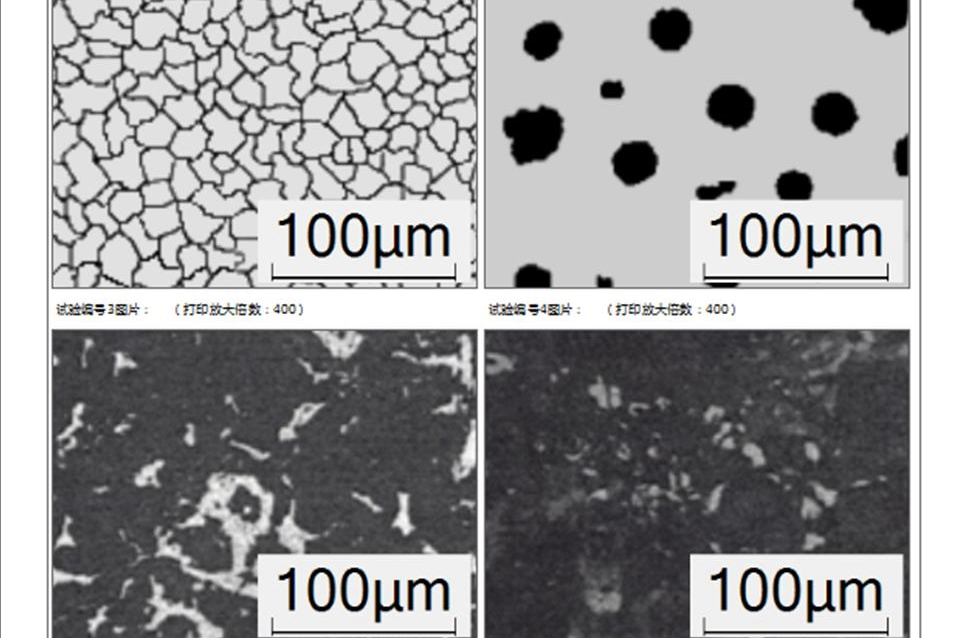
Material Testing and Analysis |  | Uses nondestructive (X-ray, ultrasonic, eddy current) and destructive testing (tensile testing, fatigue testing) to assess the material properties, microstructure, and detect internal defects. | All high-temperature alloy components (turbine blades, discs, vanes, etc.) | Ensures material compliance, mechanical property verification, and quality assurance, reducing failure risk. | |
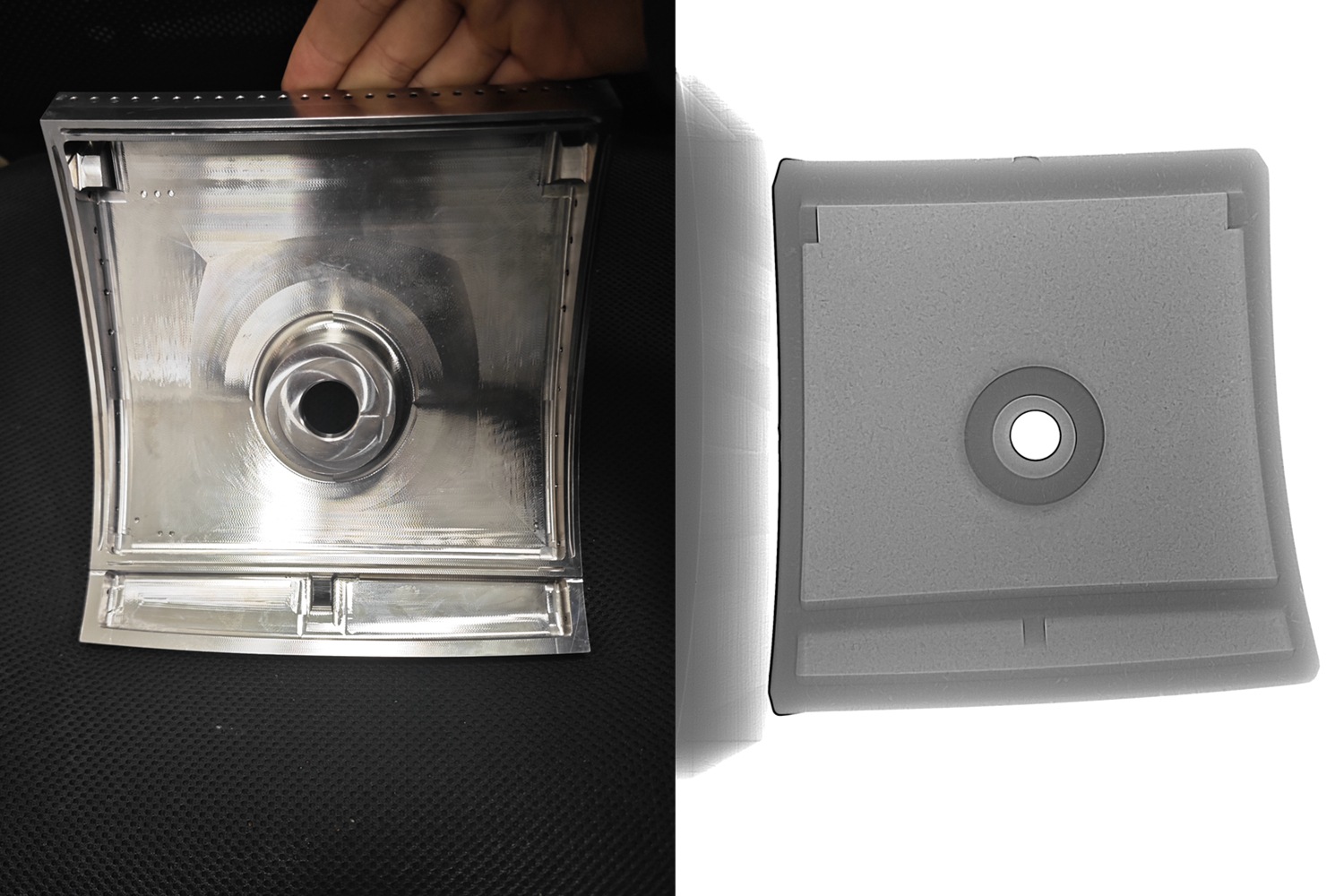
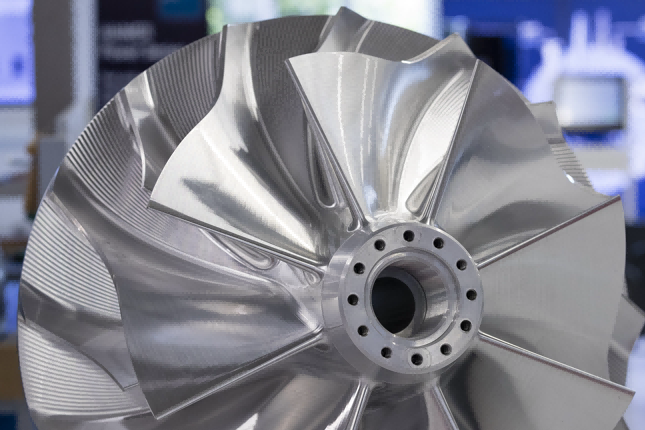
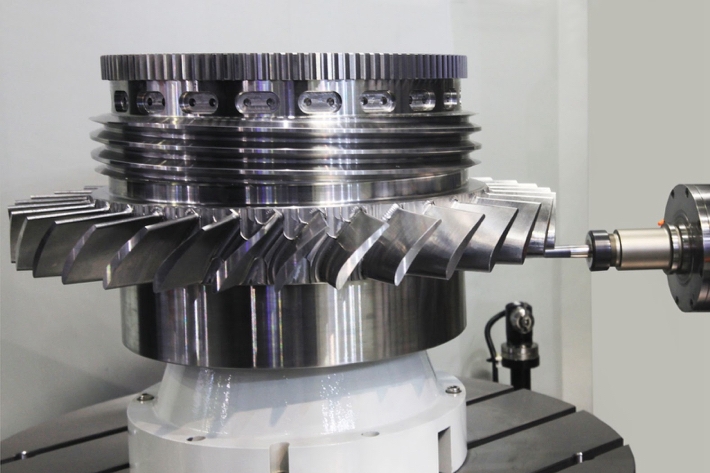
Superalloy CNC Machining | 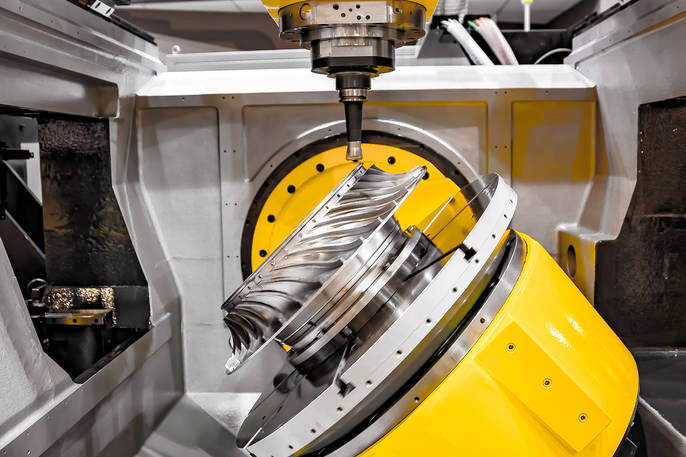 | Employs computer-controlled machinery (lathes, mills, etc.) to achieve highly precise dimensions and intricate geometries for superalloy parts, maintaining tolerances down to micrometers. | Turbine blades, impellers, turbine discs, nozzle rings | Offers high precision, ensuring dimensional accuracy and surface finish, improving component performance. | |
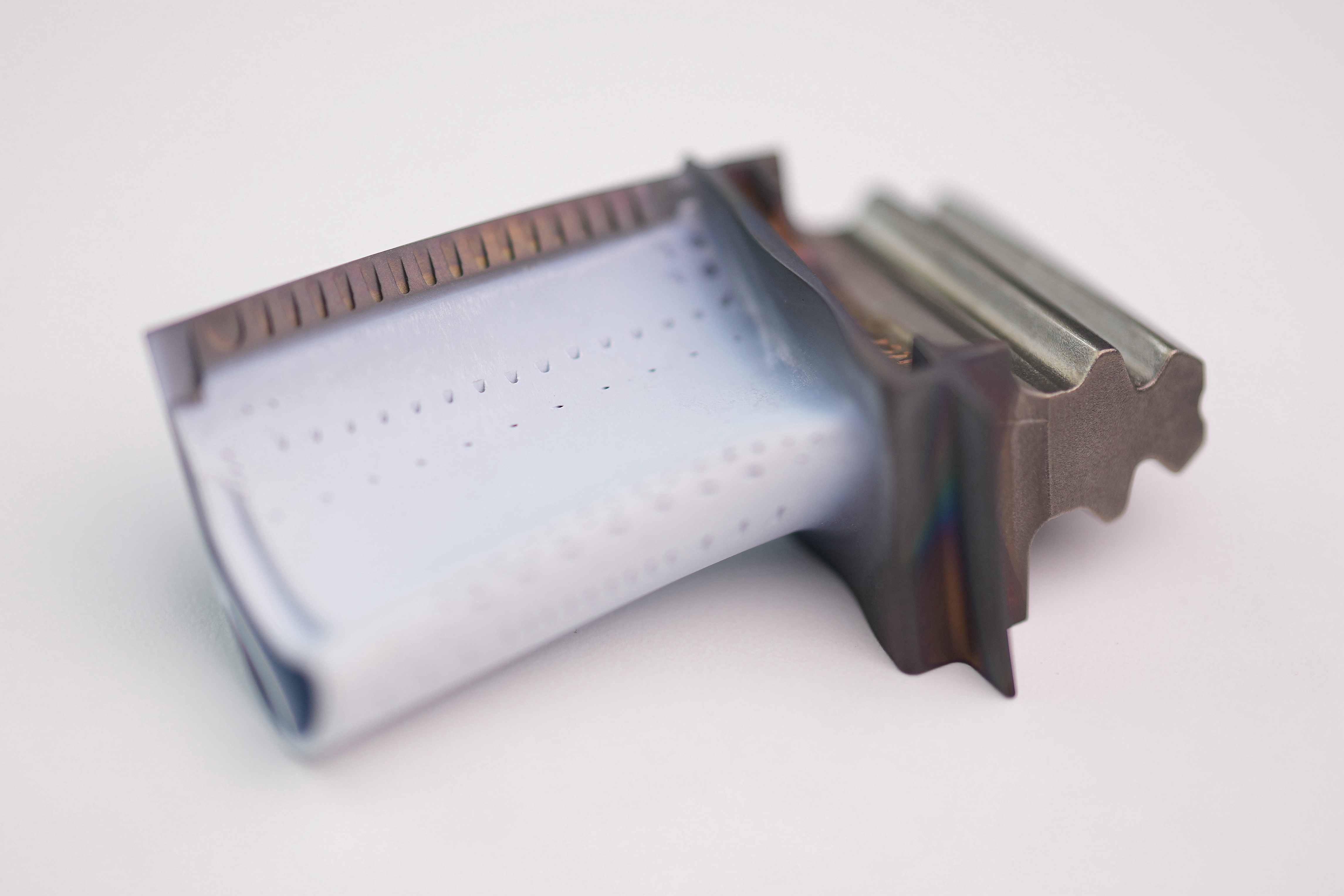
Superalloy Deep Hole Drilling | 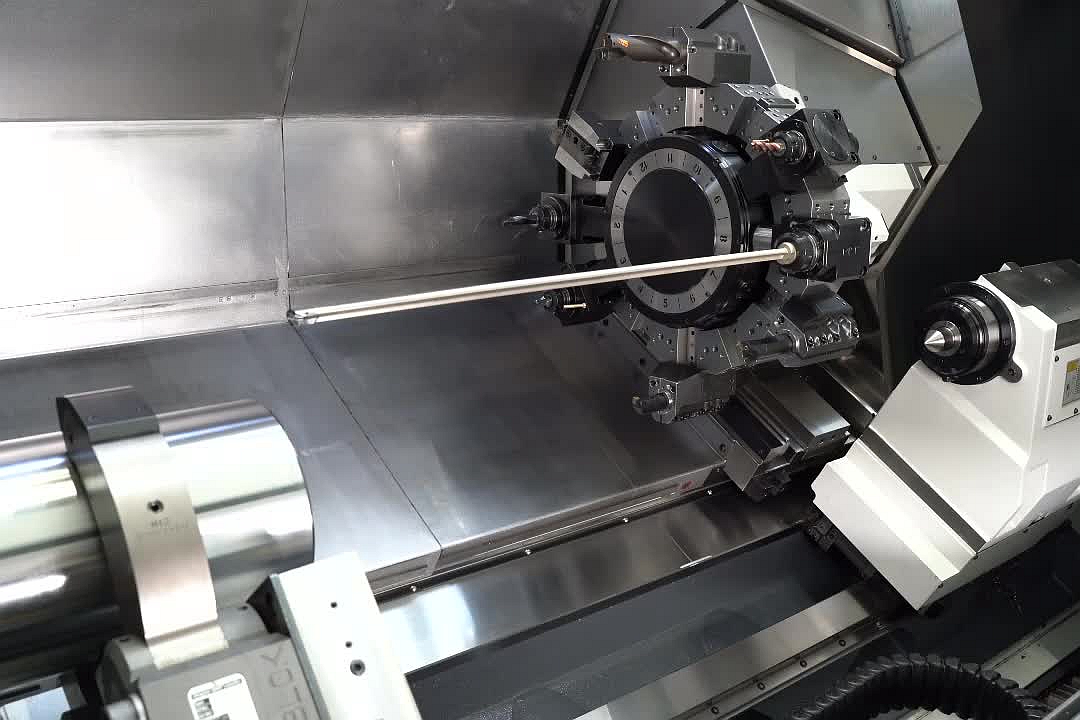 | Utilizes specialized drills with cutting fluid injection to drill deep, narrow holes in high-strength materials, often with a depth-to-diameter ratio exceeding 100:1. | Cooling channels in turbine blades, vanes, and other cooling-critical components | Enhances cooling efficiency by providing precise, deep holes for cooling channels, improving thermal management. | |
Electrical Discharge Machining (EDM) | 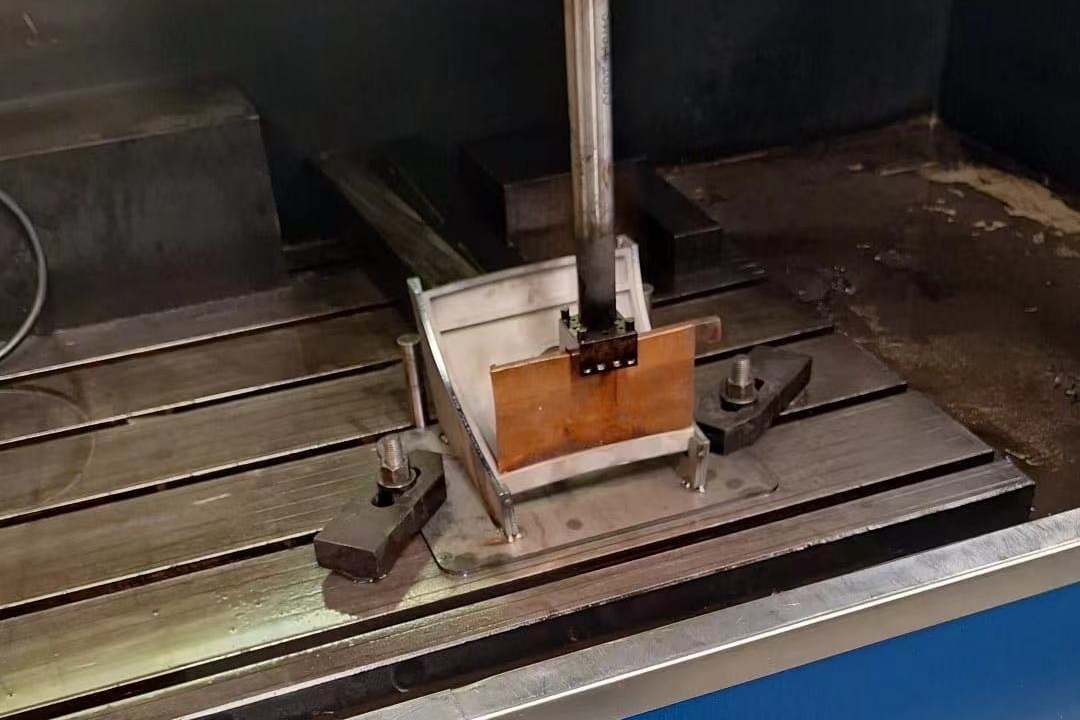 | Uses a controlled series of electrical discharges (sparks) to erode material from the workpiece, allowing for precision machining without direct tool contact, particularly on hard materials. | Complex shapes in turbine blades, discs, and vanes | Allows for precise cutting of hard superalloys without mechanical stress, ideal for complex geometries. |
Superalloy Components In Power Generation Industry












Frequently Asked Questions
Explore Related Resources