Custom High Temperature Alloy Military and Defense Parts Manufacturing

High Temperature Alloy Military and Defense Parts Manufacturing Solutions

High Temperature Alloy Solutions To Military and Defense Industry
Military and Defense Parts Post Process and Surface Treatment Solutions
Methods | Pictures | How it works | Applications | Benefits | Links |
|---|---|---|---|---|---|
Hot Isostatic Pressing (HIP) | 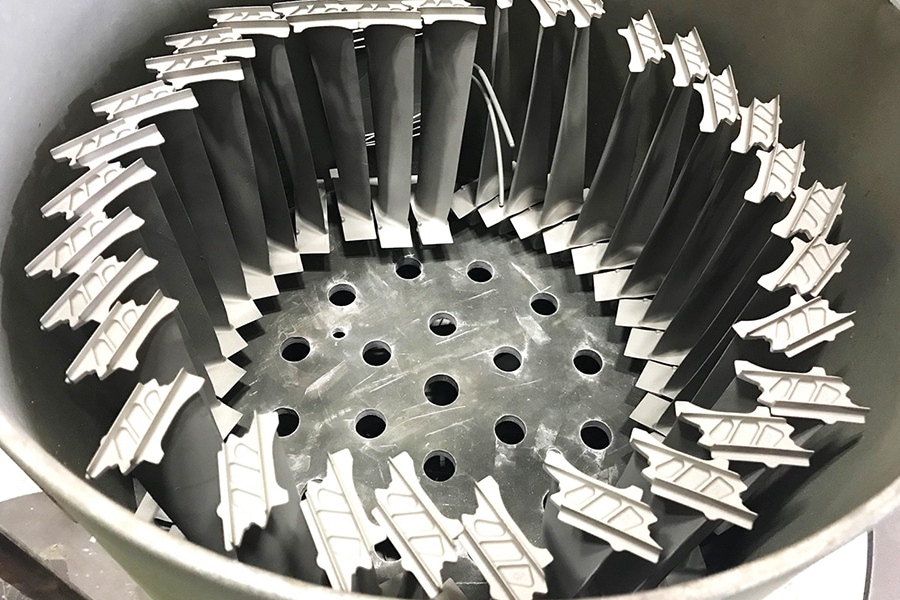 | Involves subjecting components to elevated temperature (up to 1200°C) and isostatic pressure (typically 100-200 MPa) in a high-pressure gas atmosphere to remove internal porosity and defects. | Turbine blades, discs, casings, combustion chambers | Eliminates internal voids and porosity, improving mechanical strength and fatigue resistance. | |
Heat Treatment | 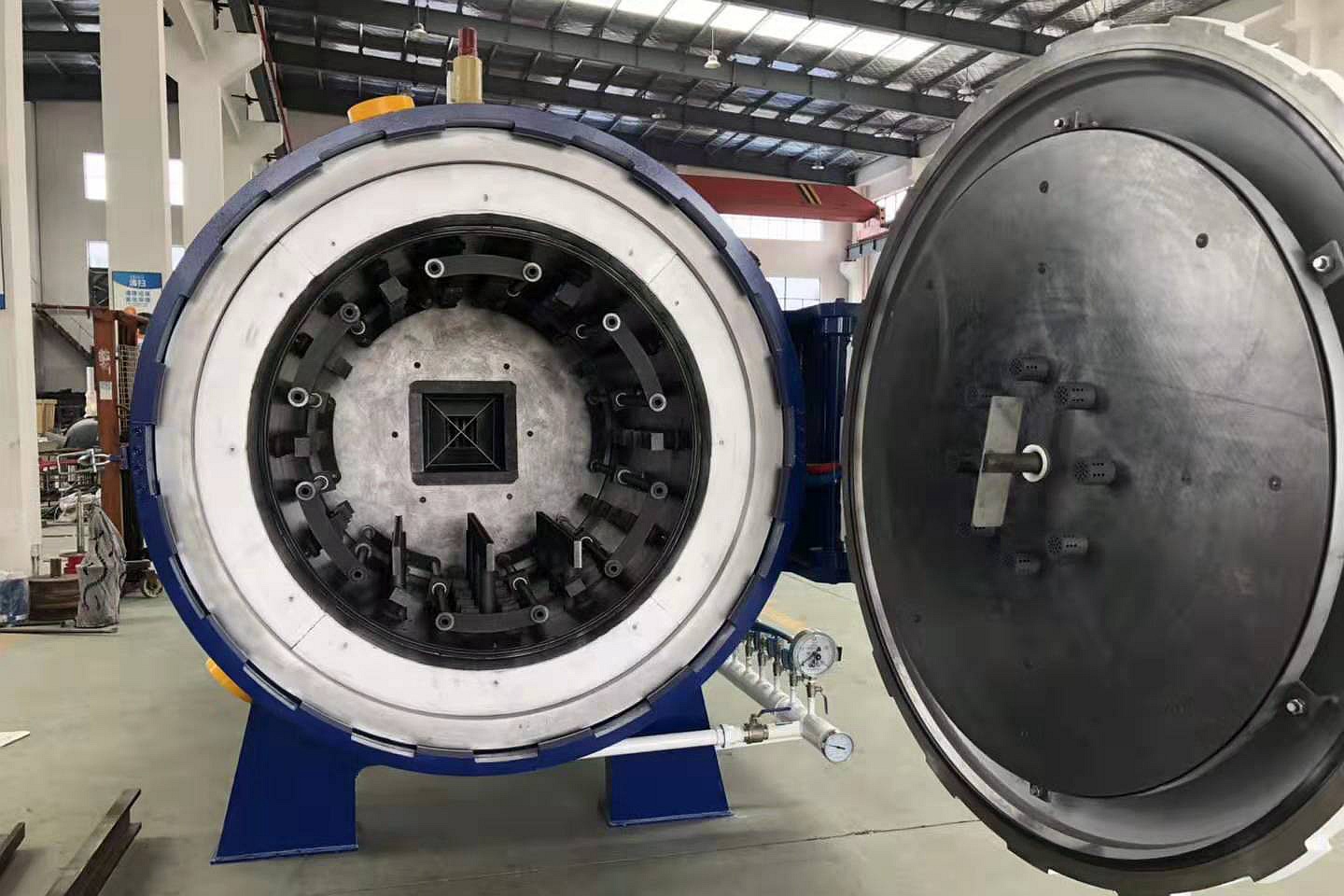 | Involves heating the component to specific temperatures followed by controlled cooling (quenching, air cooling, etc.) to alter its mechanical properties, such as hardness, toughness, and tensile strength. | Turbine blades, discs, structural components | Enhances mechanical properties, including hardness, toughness, and resistance to creep and stress. | |
Superalloy Welding |  | Uses techniques like electron beam, laser, or TIG (Tungsten Inert Gas) welding to join superalloy parts or repair damaged sections, ensuring precise control over temperature and fusion. | Afterburners, nozzles, combustion chambers, casings | Joins high-strength components, maintains integrity in high-temperature environments. | |
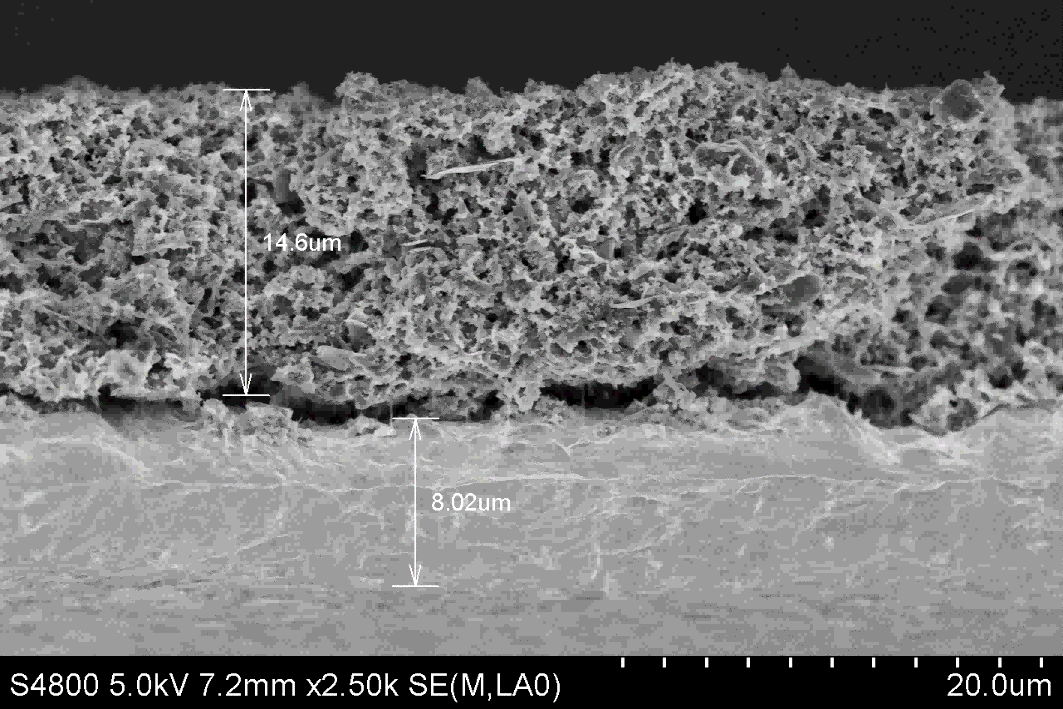
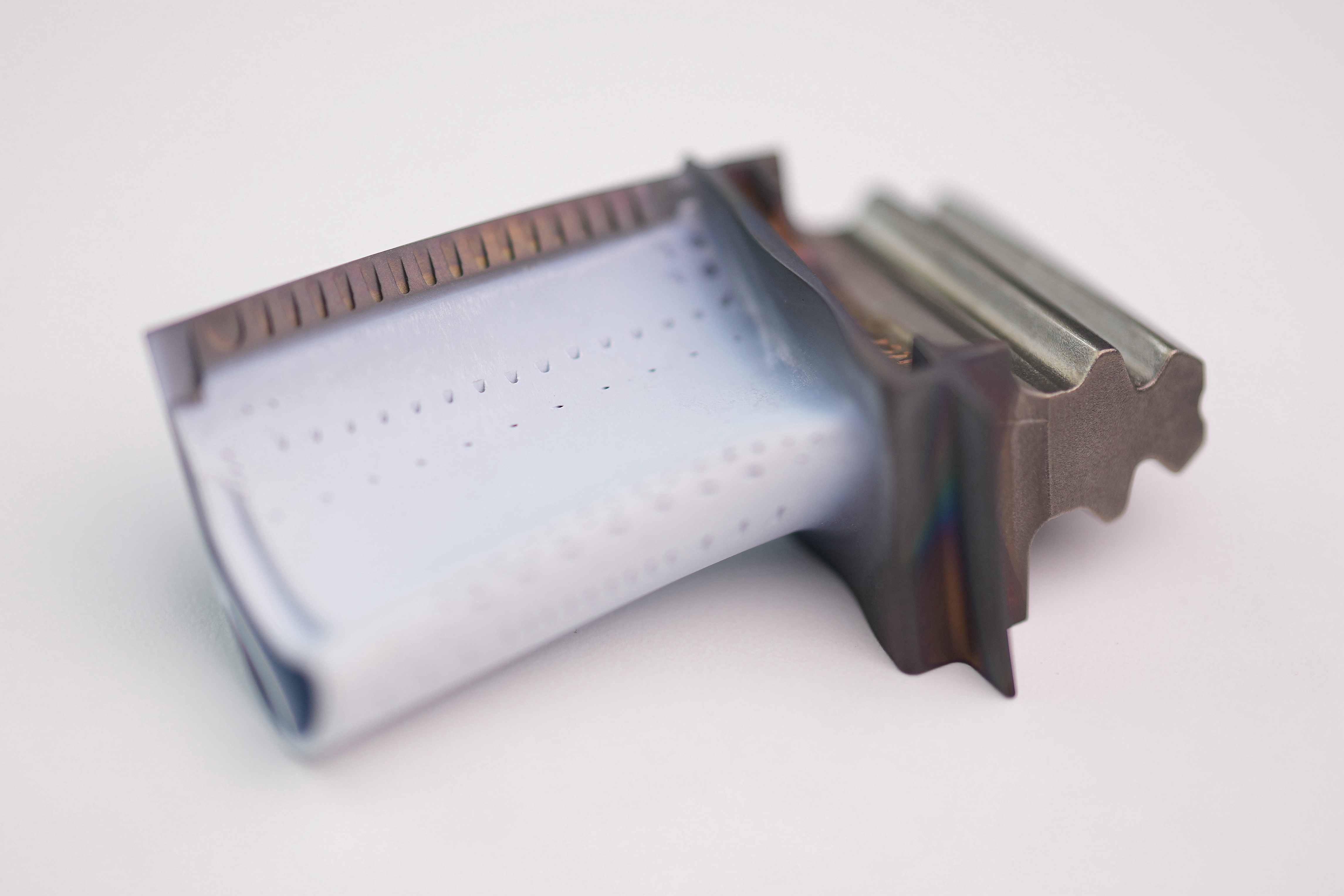
Thermal Barrier Coating (TBC) |  | Applies a thin ceramic-based coating (typically zirconia) onto superalloy components using plasma spraying or electron-beam physical vapor deposition (EB-PVD) techniques to provide thermal insulation. | Turbine blades, afterburners, nozzle rings, casings | Increases thermal resistance, protects components from extreme heat and oxidation. | |
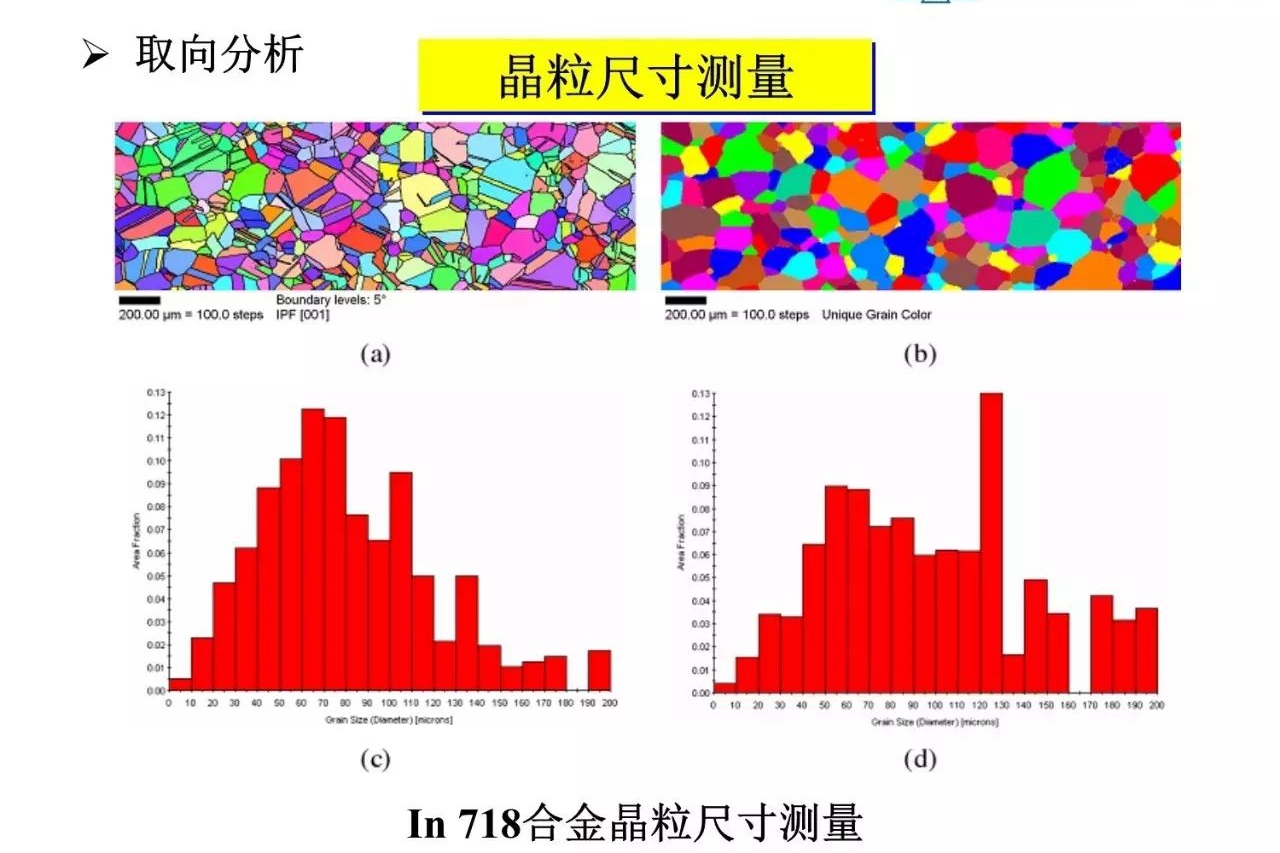
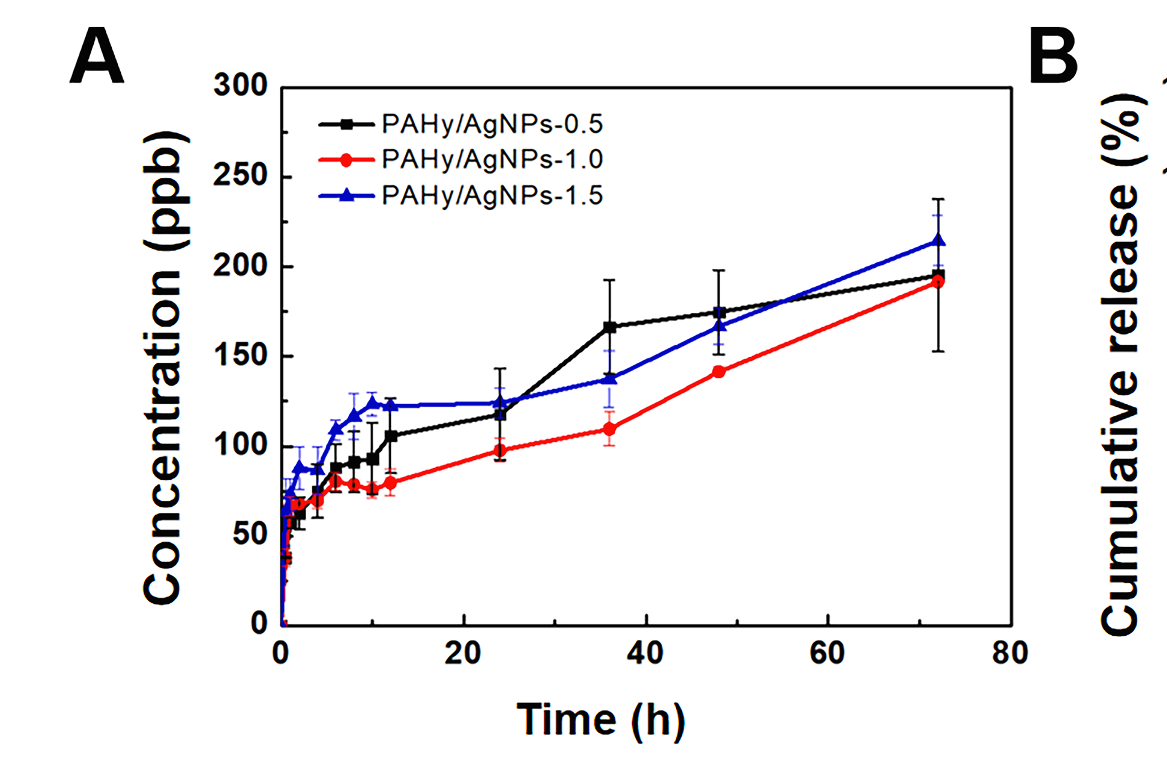
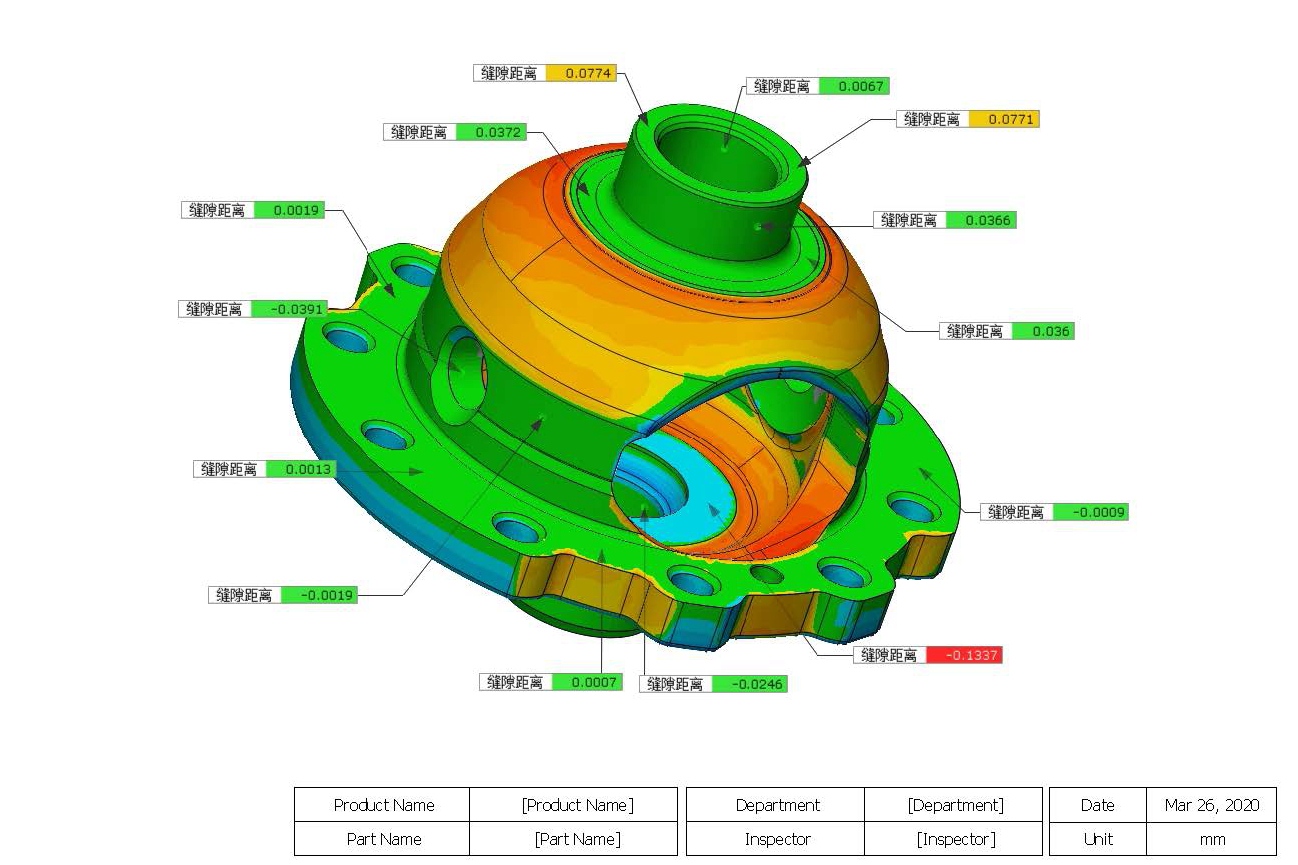
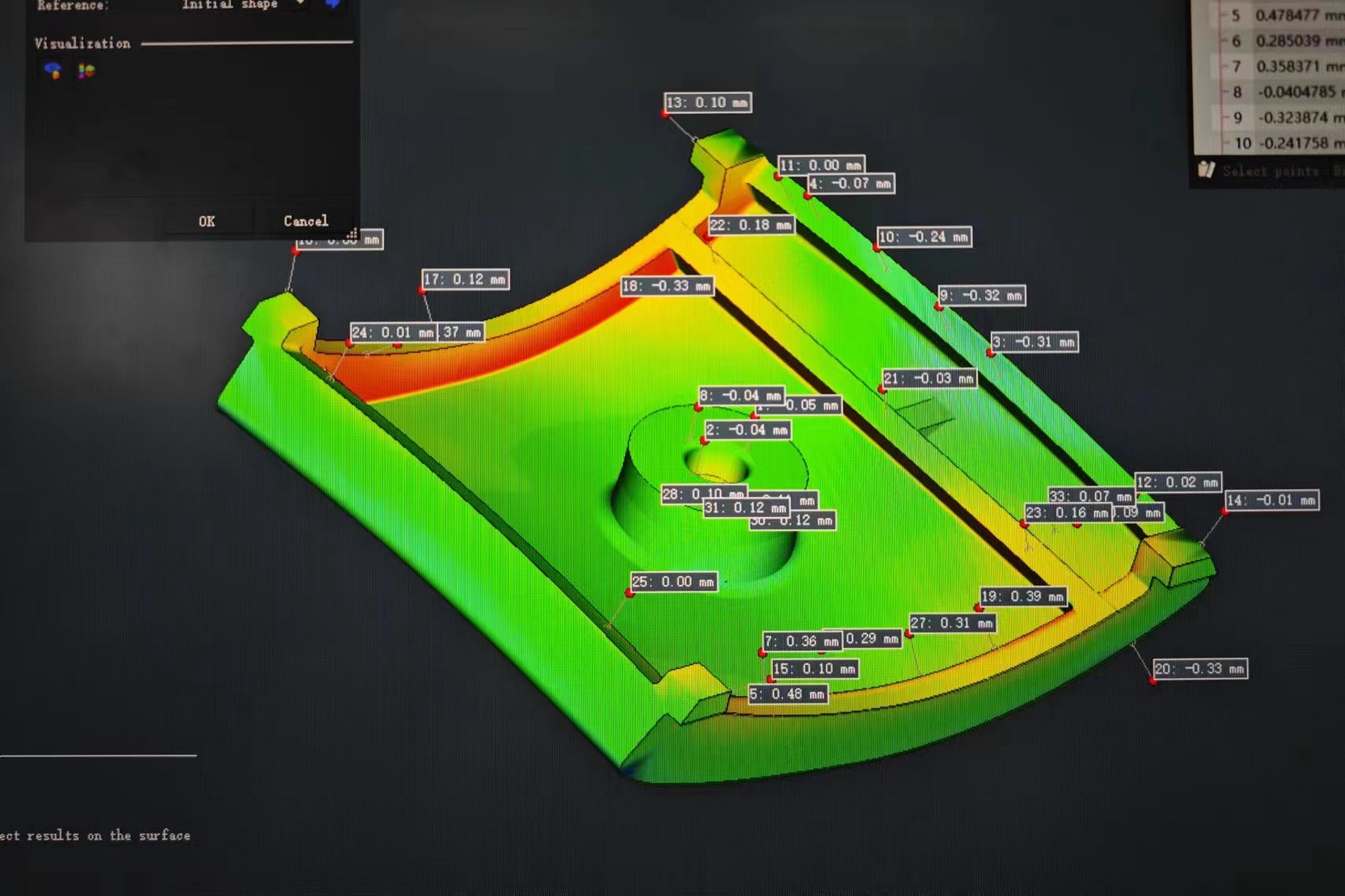
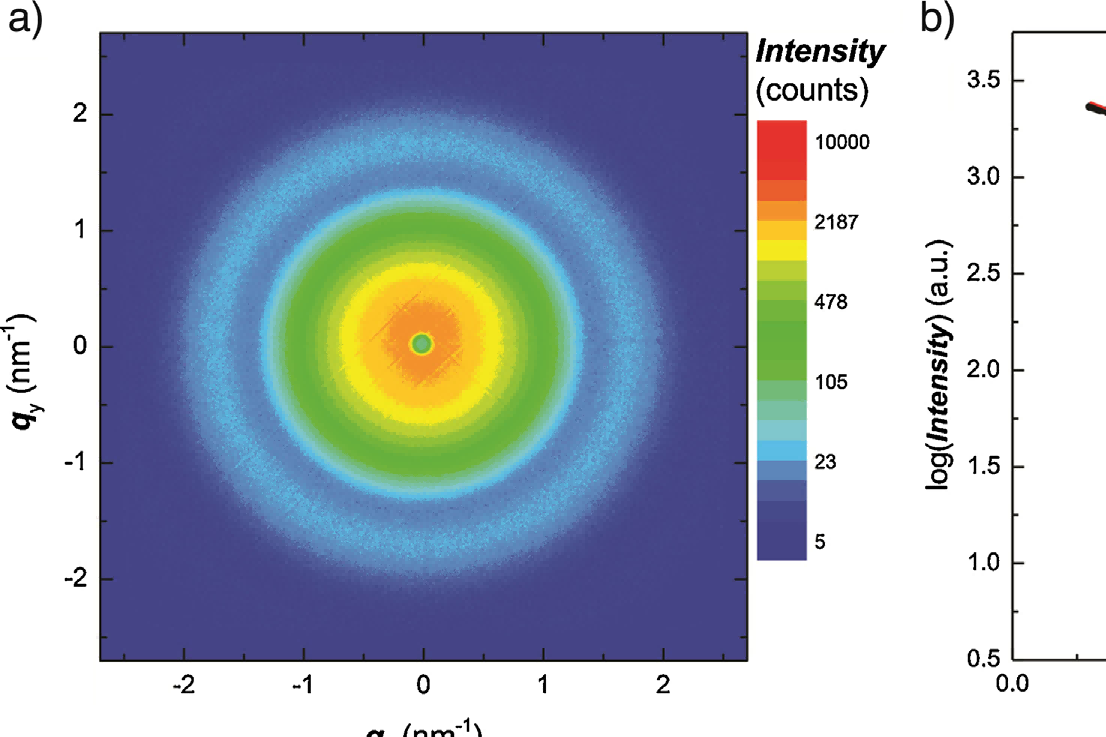
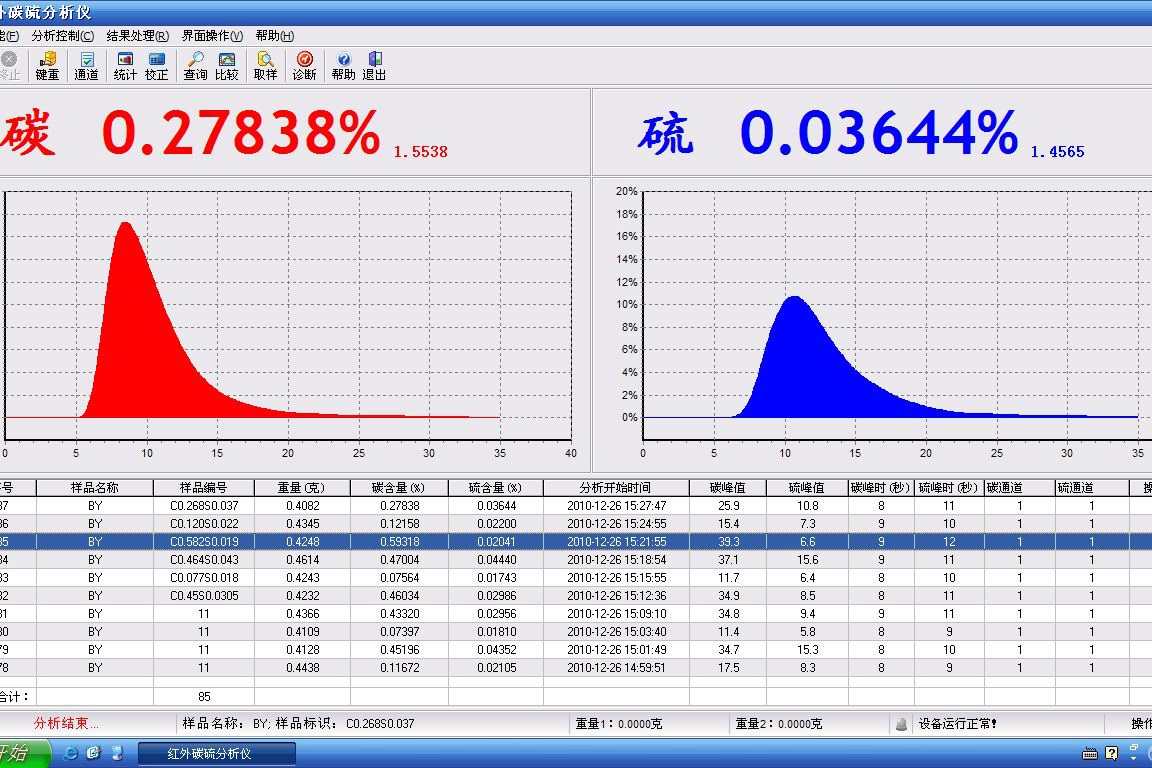
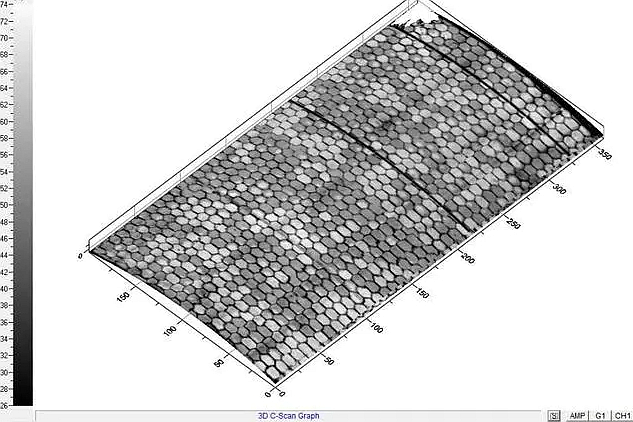
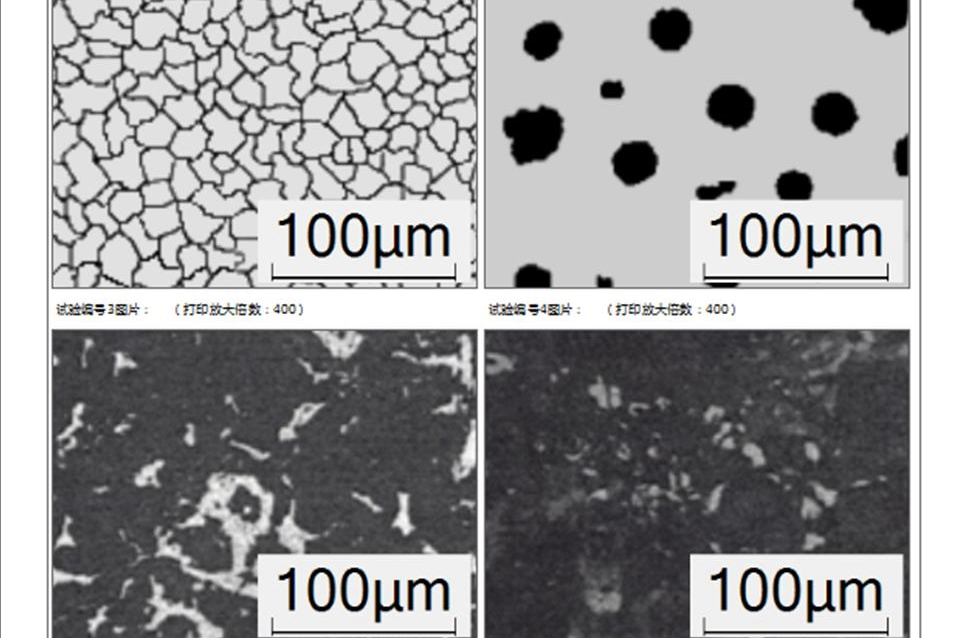
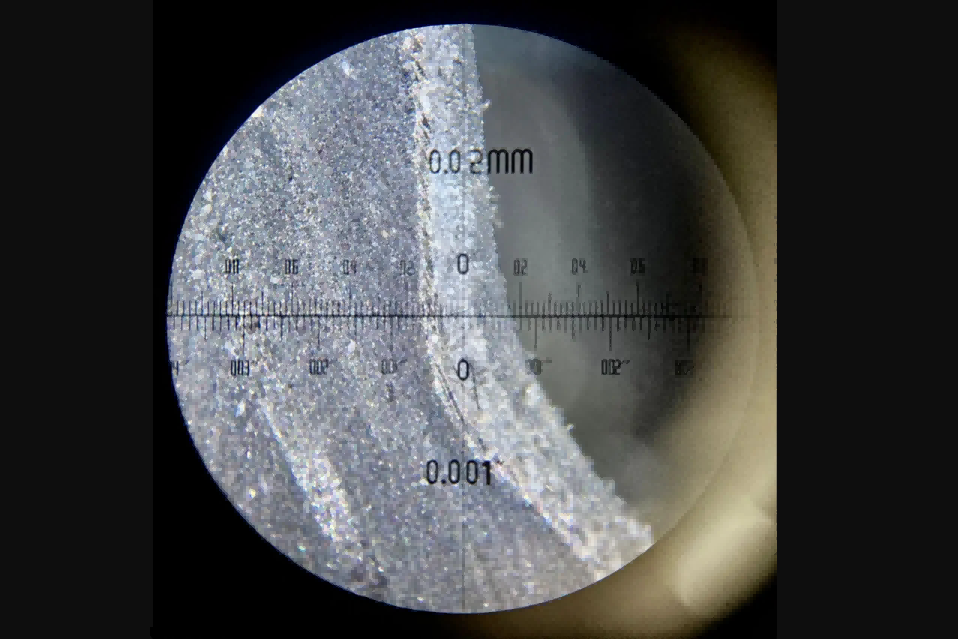
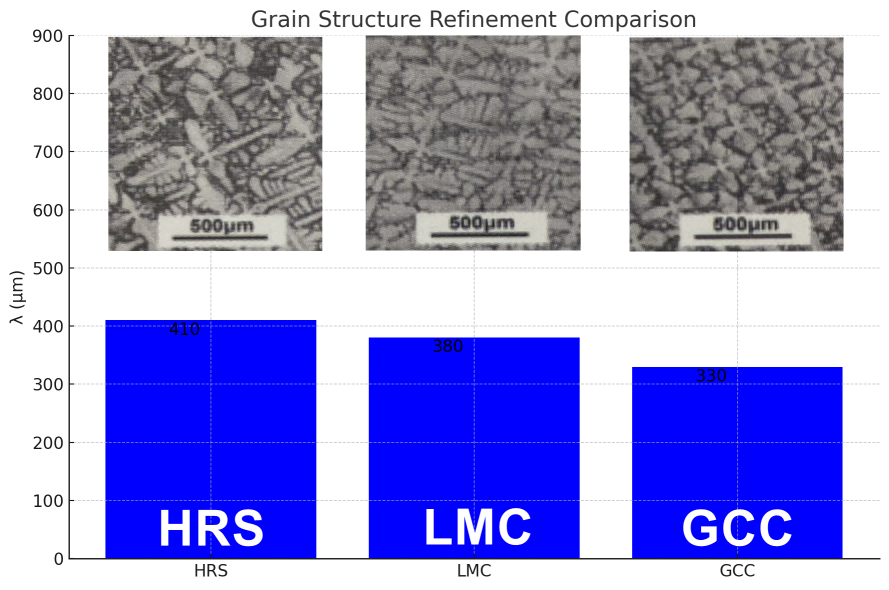
Material Testing and Analysis |  | Uses nondestructive (X-ray, ultrasonic, eddy current) and destructive testing (tensile testing, fatigue testing) to assess the material properties, microstructure, and detect internal defects. | All high-temperature alloy components | Ensures material integrity, verifies mechanical properties, and confirms adherence to defense standards. | |
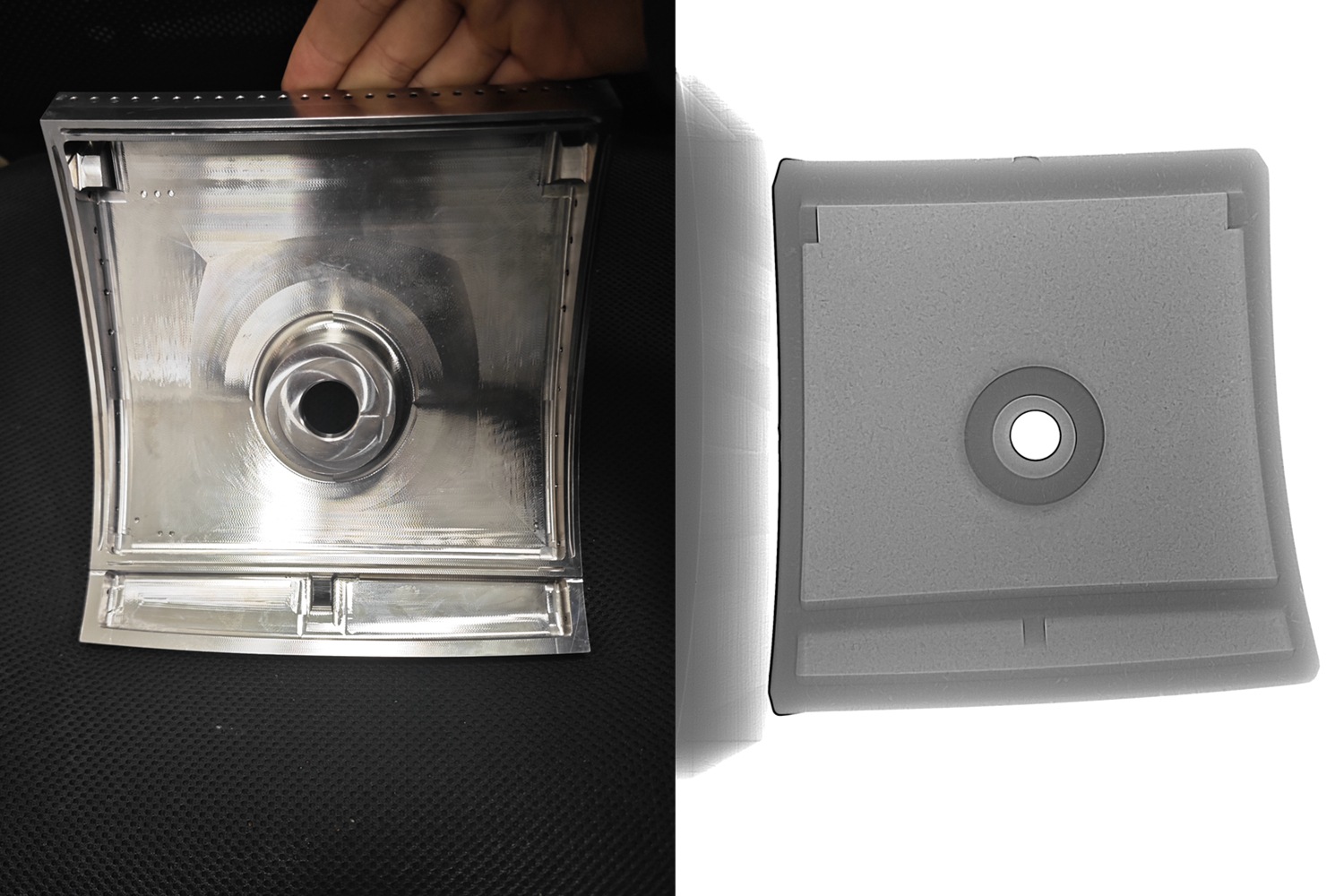
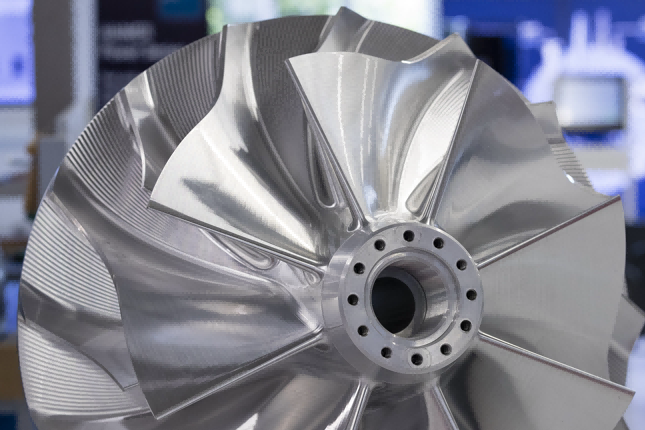
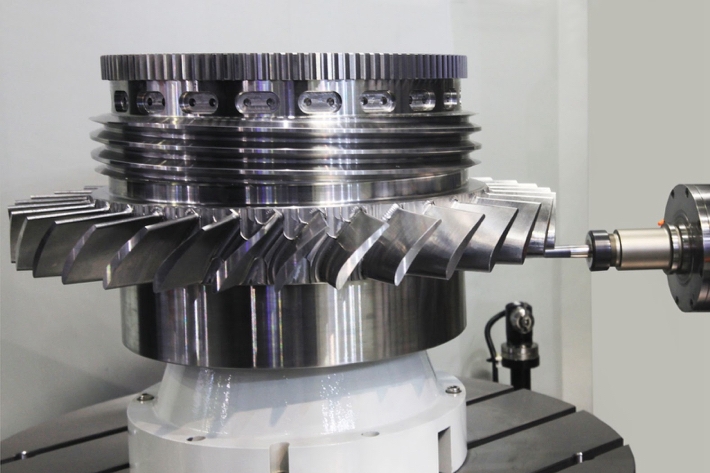
Superalloy CNC Machining | 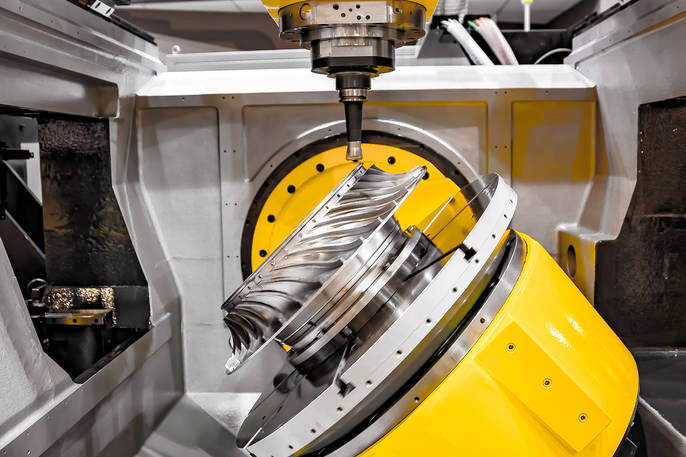 | Employs computer-controlled machinery (lathes, mills, etc.) to achieve highly precise dimensions and intricate geometries for superalloy parts, maintaining tolerances down to micrometers. | Turbine blades, impellers, valve parts, engine housings | Provides precision machining for complex shapes, tight tolerances, and smooth finishes. | |
Superalloy Deep Hole Drilling | 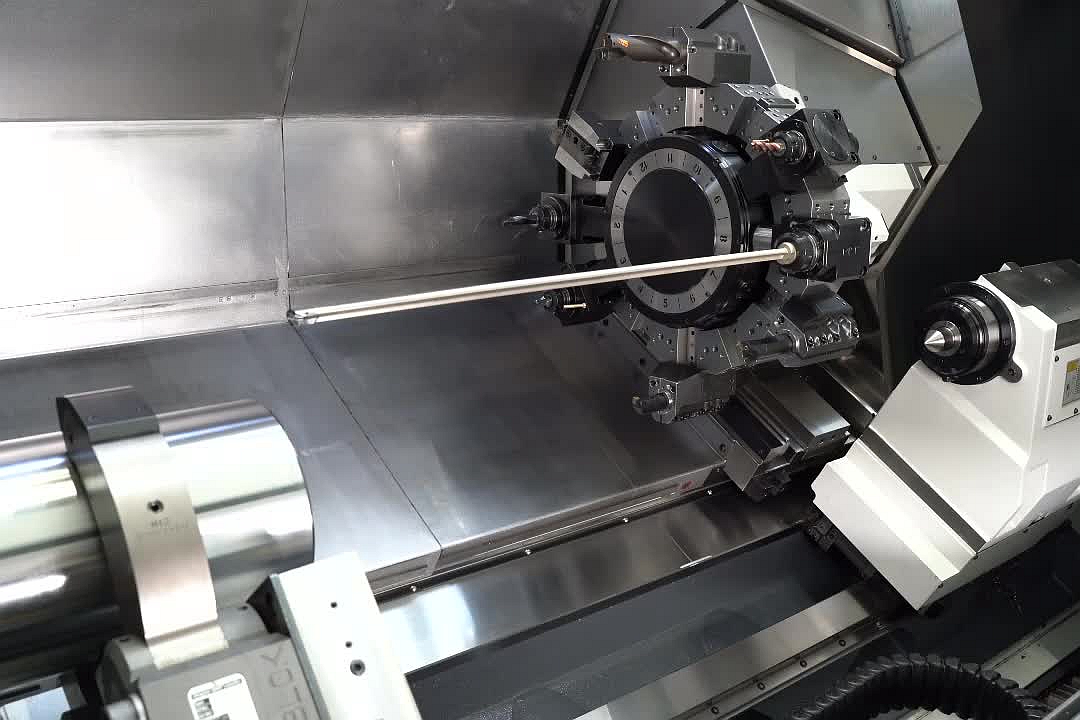 | Utilizes specialized drills with cutting fluid injection to drill deep, narrow holes in high-strength materials, often with a depth-to-diameter ratio exceeding 100:1. | Engine housings, shafts, structural components | Allows precision drilling for cooling channels and deep structures in critical components. | |
Electrical Discharge Machining (EDM) | 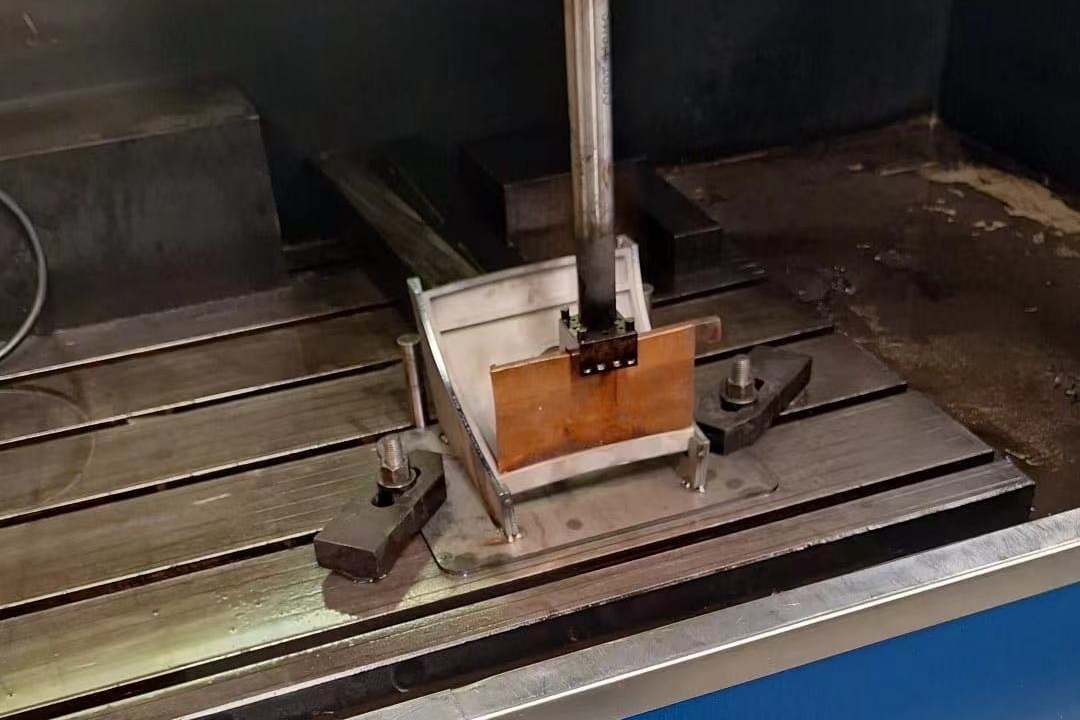 | Uses a controlled series of electrical discharges (sparks) to erode material from the workpiece, allowing for precision machining without direct tool contact, particularly on hard materials. | Nozzles, turbine blades, discs, impellers | Enables high-precision cutting of intricate shapes and hard-to-machine alloys with minimal distortion. |
High Temperature Alloy Components In Military and Defense Industry












Frequently Asked Questions
Explore Related Resources



