Benefits of EDM As A Post Process To Superalloy Castings
Electrical Discharge Machining (EDM) in Superalloy Post-Processing
Electrical Discharge Machining (EDM) is a critical post-processing technology for superalloy castings, allowing precise machining of high-strength materials that conventional methods struggle to handle. With superalloys' inherent strength and high-temperature resistance, post-processing must address these challenges effectively, which is where EDM shines. This process is indispensable for achieving tight tolerances, smooth finishes, and intricate geometries in high-temperature alloy parts used across demanding industries.
EDM's unique ability to work on superalloys without inducing mechanical stress makes it a preferred choice in aerospace and defense, power generation, and other critical fields. This article delves into EDM's role in post-processing superalloy castings, focusing on its material compatibility, benefits for specific parts, comparisons with other methods, detection techniques, and industry applications.
Typical Superalloys Suitable for EDM
Not all materials are equally suited to EDM, but superalloys are ideal due to their exceptional thermal and chemical stability. Below are some prominent superalloys compatible with EDM, broken down by brand and grade:
Inconel Alloys:
Inconel 718: Known for its excellent strength at elevated temperatures and corrosion resistance, it is commonly used in jet engines and gas turbine components.
Inconel 625: Favored for its outstanding fatigue and oxidation resistance, especially in applications that demand flexibility and strength.
Inconel X-750: Resistant to oxidation and corrosion, making it suitable for high-temperature aerospace and nuclear applications.
Inconel 738C: With excellent high-temperature creep resistance, this alloy is frequently used in turbine blades and hot-section components.
CMSX Series:
CMSX-10: Offers outstanding creep strength, ideal for turbine blades and other high-stress applications in aerospace.
CMSX-486: Combines high strength and stability, commonly used in hot-section components.
CMSX-6: A single-crystal alloy with remarkable thermal stability, ideal for critical rotating parts.
CMSX-7: Known for high creep resistance, it is often used in turbine components and industrial gas turbines.
Monel Alloys:
Monel K500: Combines excellent corrosion resistance with higher strength, suitable for marine and chemical processing parts.
Monel 400: A versatile alloy resistant to seawater corrosion, making it ideal for marine applications.
Monel R-405: Known for enhanced machinability, it is often used in precision equipment for oil and gas applications.
Monel 450: Used in heat exchanger and pump applications due to its high corrosion resistance and strength.
Hastelloy Alloys:
Hastelloy C-276: Known for exceptional resistance to pitting and stress-corrosion cracking, it is frequently used in chemical processing.
Hastelloy B-2: Provides excellent resistance to reducing environments, such as hydrochloric acid processing.
Hastelloy X: Ideal for high-temperature applications, commonly found in jet engines and gas turbines.
Hastelloy G-35: Excellent for highly corrosive environments, particularly in chemical and petrochemical processing.
Which Superalloy Parts Require EDM
Electrical Discharge Machining (EDM) is particularly valuable for superalloy parts that demand precise machining post-casting or forging, especially for complex geometries or areas that conventional machining cannot reach. The following superalloy parts benefit significantly from EDM post-processing:
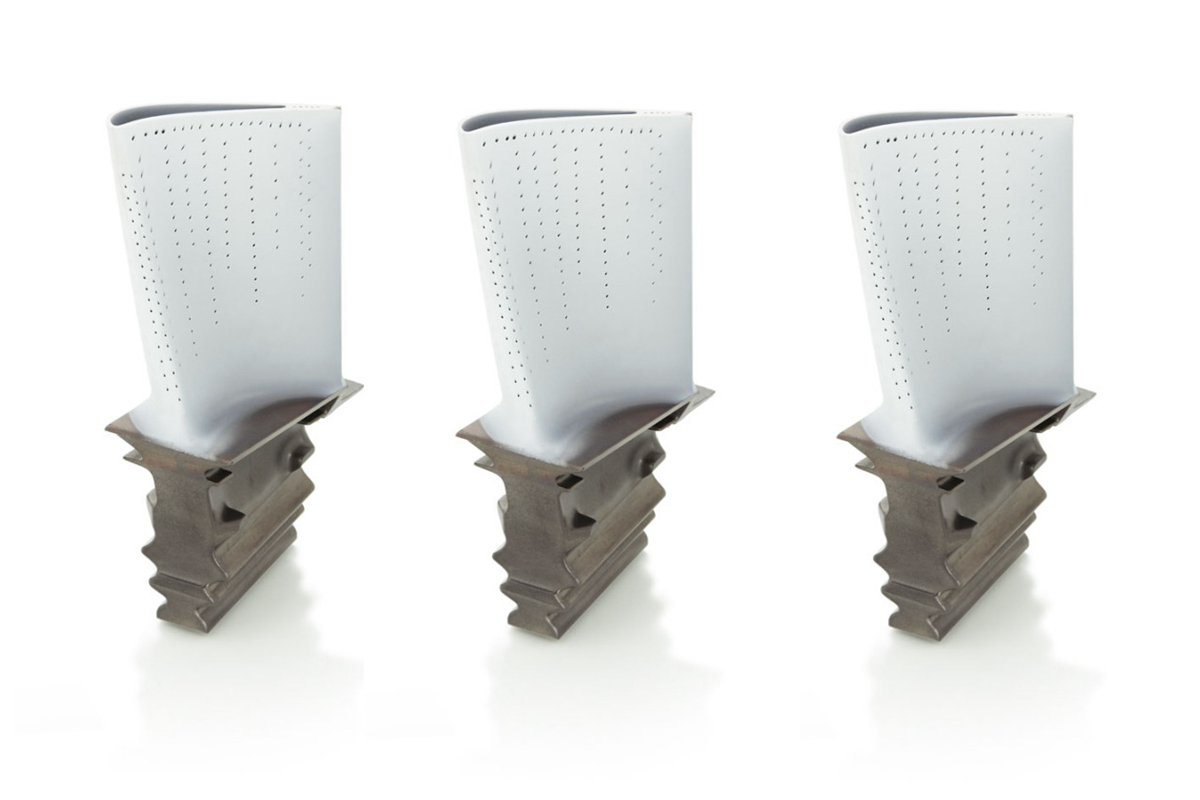
Vacuum Investment Castings
Vacuum investment castings are ideal candidates for EDM, including single crystal castings, equiaxed crystal castings, directional castings, and special steel investment castings. EDM allows for fine-tuning the geometries of these cast parts, often used in high-temperature environments like jet engines and gas turbines.
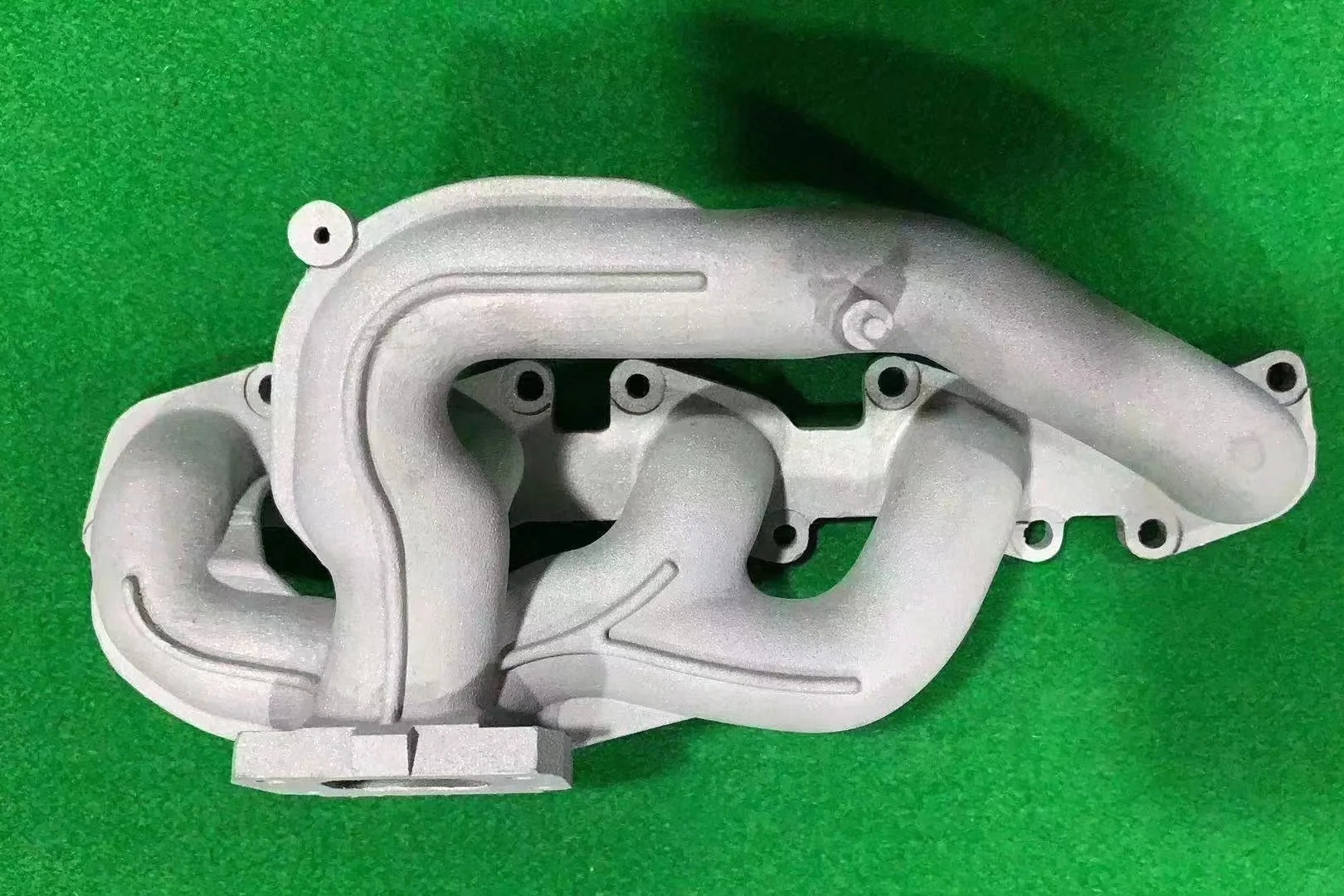
Precision Forged Superalloy Parts
EDM provides exceptional accuracy for isothermal forged, rough forged, and free-forged superalloy parts, frequently used in aerospace and power generation. These components benefit from EDM's ability to enhance precise contours without mechanical stress.
Powder Metallurgy Parts
EDM is essential for powder metallurgy parts that require post-processing to achieve fine finishes or complex structures. Its non-contact nature allows precise machining without damaging delicate powder-based structures.
CNC Machined Superalloy Parts
In cases where CNC machining alone cannot achieve the required tolerances or shapes, EDM can further refine and improve the quality of the parts.
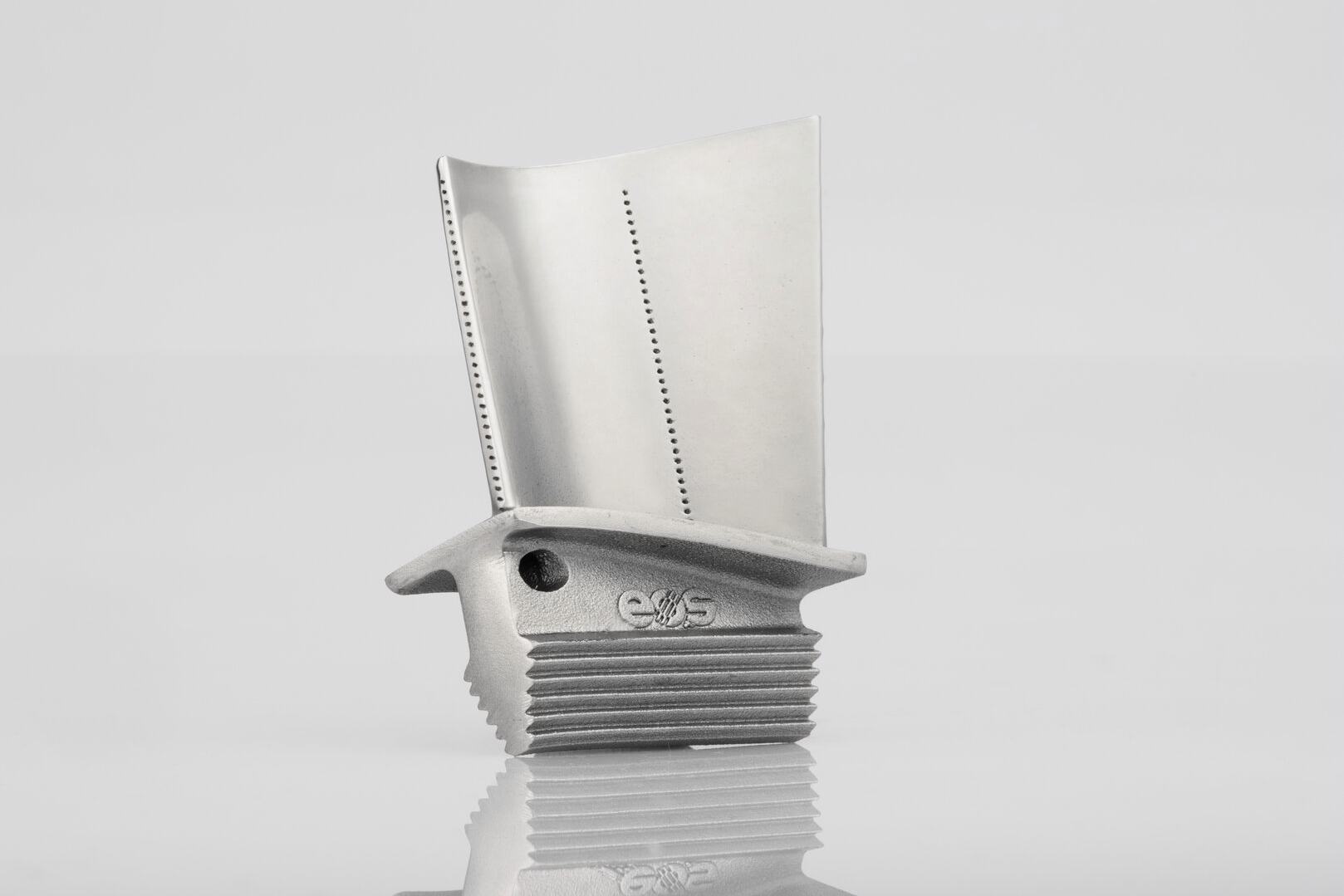
3D Printed Superalloy Parts
EDM is particularly effective for post-processing intricate geometries created through additive manufacturing. This process ensures that 3D-printed superalloy parts meet precise specifications and smooth finishes where needed.
Comparison with Other Post-Processing Methods
Electrical Discharge Machining (EDM) is unique among post-processing methods due to its ability to machine hard materials without contact. Below is a comparison of EDM with other post-processing techniques:
EDM vs. CNC Machining
CNC machining is highly effective for shaping and drilling metal parts, but it faces limitations when handling complex or internal geometries, especially in superalloys. On the other hand, EDM excels in creating intricate shapes with acceptable tolerances in hard-to-reach areas without affecting the structural integrity. This capability is particularly advantageous in applications like turbine components, where precise internal cooling channels are required.
EDM vs. Laser Machining
While laser machining is fast and precise, it can introduce thermal stress, leading to microcracks in superalloys. EDM eliminates this risk by machining through controlled electrical discharges, avoiding direct thermal or mechanical contact with the workpiece. This non-contact approach ensures high precision for superalloy components without compromising structural integrity.
EDM vs. Grinding
Grinding is often used for surface finishing, but it can be challenging for superalloy parts with complex shapes. EDM offers a better alternative by providing precise control over the material removal process, allowing for complex profiles and details without risking overheating or surface distortion.
EDM vs. Water Jet Cutting
Water jet cutting is excellent for flat or semi-flat profiles but needs more for internal geometries or intricate shapes. EDM offers unparalleled flexibility, allowing for accurate machining of internal features in superalloy parts that water jet cutting cannot achieve. This capability makes EDM highly suitable for parts with intricate details and complex geometries, common in aerospace and high-performance applications.
Here's the revised content with embedded anchor text and relevant links to enhance readability and provide easy access to related information:
How to Detect High-Temperature Alloy Parts After EDM
Several inspection techniques are essential to ensure EDM-processed superalloy parts meet the required standards. These methods verify dimensional accuracy, surface integrity, and overall quality:
Coordinate Measuring Machine (CMM) Testing
CMM measures the precise dimensions of EDM-machined parts, ensuring they meet tight tolerances. This method is critical for validating the dimensional accuracy of components after EDM.
X-ray Testing
X-ray inspections reveal any internal defects or voids that may have formed during the EDM process, which is crucial for quality assurance in aerospace and defense applications. This non-destructive technique ensures the structural integrity of high-stakes parts.
Metallographic Microscopy
Metallographic microscopy inspects the microstructure of superalloy parts to identify any changes due to the EDM process, ensuring structural integrity. This method examines grain structure and phase distribution for any alterations from EDM machining.
Scanning Electron Microscopy (SEM)
SEM provides high-resolution imaging to detect surface imperfections and potential micro-cracking caused by EDM. SEM offers a close-up view of surface integrity, revealing details that could impact performance.
Tensile Testing
Tensile testing assesses the material's strength after EDM to ensure it meets the required specifications for mechanical performance. This test verifies that the EDM process has not compromised the part's mechanical resilience.
Surface Roughness Testing
As EDM can produce varying surface textures, surface roughness tests ensure that parts meet specific finish requirements, which is crucial for parts exposed to high-stress conditions. Manufacturers ensure EDM-processed parts' durability and fatigue resistance by controlling surface roughness.
Industry and Application
EDM-processed superalloy parts play critical roles in various industries where precision and durability in extreme environments are vital. Here are some of the critical industries and applications:
Aerospace and Aviation
Superalloy parts used in aircraft engines, turbines, and exhaust systems require the precision and durability that EDM provides. EDM is essential for components like turbine blades and combustion chambers, where precise contours and surface finishes impact performance and longevity under high-temperature conditions.
Power Generation
Superalloy components in gas and steam turbines, heat exchangers, and nuclear reactors often require post-processing with EDM to meet stringent specifications. The ability of EDM to handle complex shapes without thermal distortion is essential for components like superalloy heat exchanger parts, which operate under high temperatures and pressures.
Military and Defense
In the defense sector, superalloy parts processed through EDM are used in armor systems, missile components, and other critical equipment where durability, precision, and reliability are paramount. Components like superalloy armor system parts and missile segments benefit from EDM's precision capabilities, ensuring performance in extreme conditions.
Chemical Processing
Superalloy parts resistant to corrosion and high temperatures are vital in chemical and petrochemical processing equipment. EDM ensures that these components, such as those used in heat exchangers and reactors, meet the necessary precision for safe and efficient operation in aggressive environments.
Oil and Gas
Downhole tools, pumps, and valves in the oil and gas industry frequently use superalloy parts for their corrosion resistance and high strength. EDM allows these parts to achieve the exacting specifications necessary for high-performance operation in harsh conditions, enhancing the reliability of high-temperature alloy pump components under extreme pressures.
FAQs
What is the maximum thickness of a superalloy part that can be processed using EDM?
How does EDM compare to traditional machining in terms of material removal rate?
Can EDM be used for both small and large superalloy components?
How long does the EDM process take for complex superalloy parts?
What are the advantages of EDM for superalloy castings compared to other methods like grinding or laser cutting?